Ročno obločno varjenje: tehnologija, GOST
Pri izdelavi kovinskih konstrukcij se pogosto uporablja ročno obločno varjenje. 
To je proces ustvarjanja trajnega spoja s taljenjem kovine. električni lok.
Bistvo varilnega postopka
Varjenje je sestavljeno iz ustvarjanja loka med prevlečeno zaščitno elektrodo in varilno bazo. Vžig se izvede s hitrim dotikom in vodenjem majhne razdalje od površine kovinskega droga. Iz toplote loka, ki se pojavi, se topi in oblikuje zvarni šiv. Skupaj z elektrodo se njena obloga topi, kar predstavlja zaščito pred plinom in žlindro, ki ščiti kovino pred oksidacijo. Po vsaki varilni fazi se od površine šiva odstrani premaz žlindre.
Omejena dolžina elektrode povzroči prekinitev varilnega postopka, saj jo je treba vedno zamenjati z novim. Motnje v delovanju povzročijo okvare v zvaru.
Proizvajalec elektrod označuje priporočene meje za spremembo velikosti zahtevanega toka, odvisno od lastnosti prevleke, debeline palice in položaja varjenja.
Ko se jedro segreje, se prevleka tudi topi, kar ustvarja tok plina, ki se usmeri v varilno bazo. Posledično se nanjo prenesejo kapljice staljene kovine. Gibanje plina je tako intenzivno, da kovino premakne od spodaj navzgor pri varjenju v zgornjem položaju.
Tip in debelina varjenih delov
Ročno obločno varjenje se uporablja za nelegirana in legirana jekla debeline do 50 mm pri proizvodnji enojnih ali majhnih izdelkov. Tanka kovina (manj kot 1,5 mm) se hitro stopi in "razpade", dokler se ne pojavi zvarna plast. Potrebuje posebna orodja.
Trdnost varilne spojine kovine se zmanjšuje z naraščajočo vsebnostjo ogljika.
Za izdelke z debelino 3-20 mm je koristno ročno varjenje. Izjeme so posamezni šivi kompleksne konfiguracije.
Značilnosti elektrod
Za elektrode so izbrani posebni materiali palice in prevlečni sloj, ki vsebuje žlindrne, stabilizacijske in druge snovi. 
Dodelitve kritja so naslednje.
- Pridobivanje žlindre, ki obdaja varovalno bazo in kapljice staljene kovine, jih ščiti pred oksidacijo zraka s kisikom in vplivom vodne pare.
- Nastajanje zaščitnega plina, ki nastane pri zgorevanju organske komponente prevleke.
- Izvedite deoksidacijo kovine zvara. Poleg tega se v premazu lahko dodajo dodatki, ki prehajajo iz žlindre v kovinske kapljice.
Elektrode za ročno obločno varjenje so določene vrste, ki ustrezajo določenim mehanskim značilnostim kovine zvara. Črka E s številko v oznaki njegove vrste kaže velikost začasnega upora (kg / mm 2 ). Za prisotnost črke A je značilna visoka plastičnost in žilavost.
Položaj varjenja v prostoru
Varjenje je dovoljeno v vseh položajih, vendar je najprimernejši spodnji, ki ne zahteva visoke usposobljenosti izvajalca. Pri tem se lahko uporabljajo elektrode velikega premera, tok pa je lahko visok, kar omogoča, da je postopek bolj produktiven. V zgornjem in navpičnem položaju šiva se kovinske kapljice zadržujejo le s površinsko napetostjo. Velikost zvara je manjša in potreben je manjši premer elektrode.
Delovni pogoji varilca
Postopek električnega varjenja se lahko izvaja v različnih pogojih: v zaprtih prostorih, na prostem, na konstrukcijah, cevovodih in drugih objektih. Ne zahteva oskrbe z vodo, plinom in uporabljenimi materiali, ampak so potrebne samo elektrode. Za delovanje je potreben vir napajanja. Kabli lahko iz njega odstranite na dolge razdalje. Hkrati se povečajo izgube energije za njihovo ogrevanje. Na oddaljenih lokacijah se lahko uporabljajo električni generatorji, ki jih poganjajo bencinski ali dizelski motorji.
Sneg, dež in veter so motnje, od njih pa se zahteva zaščita delovnega območja.
Vrsta varilnega toka
Ročno obločno varjenje se izvaja na izmenični ali enosmerni tok. Pri tem se uporabljajo posebne elektrode, vendar so lahko univerzalne, namenjene za obe vrsti toka.
Enosmerni tok vam omogoča, da ustvarite bolj stabilen lok, in je bolj priročno delati z njim. Staljena kovina ima najboljši učinek vlaženja, šiv pa oblikuje uniformo. Zato je ta metoda potrebna za varjenje majhnih predmetov ali tankih listov.
Napake varjenih spojev
Kakovost spojin v kovinski tehniki so predpisane in vzpostavljeni so standardi. Če obstajajo odstopanja od njih, ki vodijo v zmanjšanje učinkovitosti konstrukcij in zanesljivosti, se pojavijo napake. Zaradi nastanka so razdeljeni v dve skupini. Prvi je pomanjkljivosti, ki nastanejo pri kristalizaciji kovine, kot tudi njeno hlajenje: razpoke, pore, vključki žlindre, poslabšanje lastnosti kovine na šivih in blizu njih. V 2. skupino so vključene napake, povezane z nepravilno pripravo in kršitvijo varilnega načina.
Ročno obločno varjenje: varjeni spoji
Da bi ustvarili zanesljivo povezavo, ko debelina kovine ni manjša od 7 mm, je treba pripraviti robove surovcev. Z njihovo pomočjo je zagotovljen popoln prodor snov. 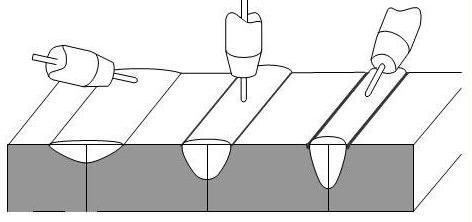
Na tanke kovine se naredi 1 ali 2 zvarov, pri velikih debelinah pa se najprej izvede prehod korena, nato pa se votlina napolni z varilnimi valji.
GOST "Ročno obločno varjenje" (5264-80) ureja način rezanja robov delov, odvisno od izbranega tipa povezave. Oblika je V, K, X-oblika. Šiv lahko izvedemo z ene ali dveh strani. 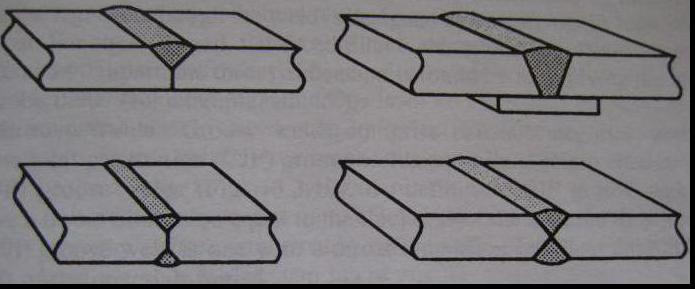
Rob se lahko obreže z dletom, vendar je kakovost dosežena na najnižji ravni. Gladka in čista se pridobiva na posebnih ravnalnih ali rezkalnih strojih. Če to ni mogoče, uporabite rezanje s kisikom.
Posebna pozornost je namenjena čiščenju robov od rje, kamna in drugih onesnaževalcev. To naredimo z jekleno krtačo. Da bi olajšali uporabo predgrevanja območij plamena plinskega gorilnika.
Vrste zvarnih spojev so določene z medsebojno razporeditvijo delov in so lahko naslednje:
- stični spoj
- prekrivanje;
- tavrovoe;
- kotni.
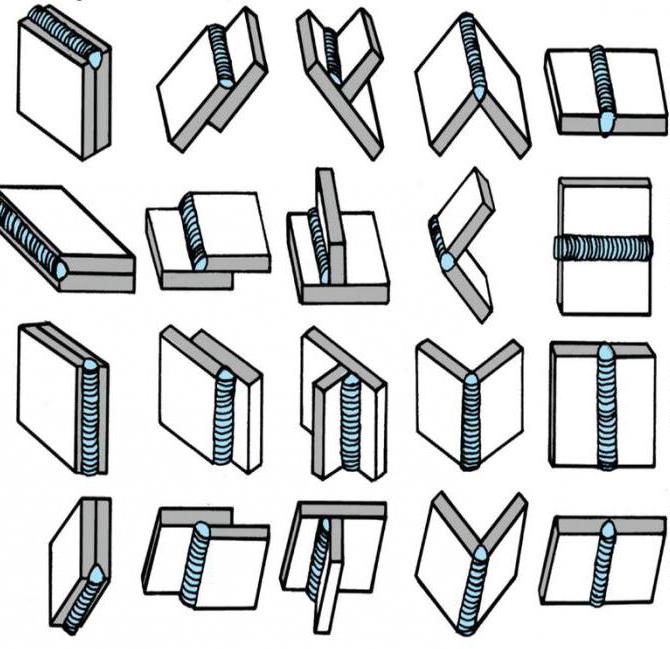
GOST "Ročno obločno varjenje. Zvarni spoji" (5264-80) razlikuje vrste zvarov po položaju v prostoru.
- Nižje - najlažji in najbolj zanesljiv. Podrobnosti se nahajajo pod elektrodo. Pomembno je, da obdelovanca ne stopite.
- Vodoravno - del se nahaja pod kotom 0-60 0 , varjenje pa poteka v vodoravni smeri.
- "V čolnu" - namestitev dela, ki je nagnjen in varjen v kotu.
- Navpično - šiv je narejen navzgor. Delo je zapleteno zaradi odtoka kovine.
- Strop - šiv se nahaja na vrhu. Varjenje poteka s kratkimi impulzi pri nizkem toku.
Šivi na končnih izdelkih se preverjajo glede skladnosti z zahtevami GOST. Ročno obločno varjenje ne sme povzročiti nastanka napak, geometrijske in mehanske lastnosti spojev pa morajo biti v določenih mejah.
Varilna oprema
Oprema za ročno obločno varjenje je predvsem posebna naprava, ki je lahko:
- transformator;
- transformator z usmernikom;
- pretvornik.

Posebno priljubljenost so pridobili varilni pretvorniki. Funkcije siljenja obloka in preprečevanja lepljenja vam omogočajo, da naredite relativno kakovostne šive tudi za začetnike. Visoki stroški ne ustavijo kupcev, zaradi visokih tehničnih lastnosti in večje zanesljivosti.
Na trgu lahko kupite profesionalne naprave z visoko zmogljivostjo in za domačo uporabo, kadar ni potrebe po neprekinjenem delovanju.
Ročno obločno varjenje
Za ročno varjenje se najprej vžge z dotikom ali udarcem. Nato se elektroda na kratko odmakne, tako da se krožni žarek neprestano zažge. Tehnologija ročnega obločnega varjenja se sestoji iz premikanja palice v treh ravninah:
- prilagajanje in odstranjevanje elektrode s površine obdelovanca z nihajočimi gibi;
- gibanje v smeri tvorbe šiva;
- oblikovanje kovinskega zvitka s premikanjem elektrode preko osi zvara.
Ročno obločno varjenje
Za cevi se uporabljajo običajne skupne metode in položaji spojev. Biti morajo v skladu z GOST "Ročno obločno varjenje. Varjeni spoji" (5264-80). Za spoje cevi veljajo posebne zahteve, tako da so nepropustne za zrak in prenesejo predpisan tlak črpanega medija.  Zato skušajo cevi v spodnjem položaju zavariti, izdelek pa se občasno obrne. Njihova priprava je ustvariti pravokotne konce z dolgočasno -2,5 mm in poševnimi robovi pod kotom 60-70 ° .
Zato skušajo cevi v spodnjem položaju zavariti, izdelek pa se občasno obrne. Njihova priprava je ustvariti pravokotne konce z dolgočasno -2,5 mm in poševnimi robovi pod kotom 60-70 ° .
Varjenje poteka večinoma v zgornjem delu, v ta namen pa najprej na 4 mesta cevi. Če njegov premer presega 300 mm, je razdalja med varilnimi deli približno 200 mm. Dolžina lepljenja je približno 50 mm. Po opravljenem varjenju cevi po celotnem obodu.
Zaključek
Priročnik obločno varjenje proizvedene za povezovanje delov v majhni in samostojni proizvodnji. Za doseganje kakovostnih povezav je potrebno imeti ustrezno napravo in elektrode, imeti pa tudi znanje za pripravo delov in varjenje.