Varjenje: oznaka, GOST
Majhna gradnja ni popolna brez uporabe varjenja, uporablja se pri gradnji različnih tipov zgradb in objektov, od pisarn in konča s hišami, nebotičniki. Z njegovo pomočjo se več komponent združi v eno. Pri tem nastane zvar. Zagotavlja zanesljivost in vzdržljivost. Šiv lahko traja dlje časa, če ga mehanske sile ne poškodujejo.
Splošne informacije
Zvar lahko poveže različne kovinske dele, izdelane ne samo iz homogenega materiala, temveč tudi iz zlitin. Za izvedbo tega procesa pa je potrebno izbrati posebno varilno tehniko in potrošni material.  Delavec, ki bo povezal dele, mora imeti visoke kvalifikacije in delovne izkušnje. Upošteva posebnosti kovine in jo povezuje na tak način, da se ob njeni uporabi obremenitev ne uniči.
Delavec, ki bo povezal dele, mora imeti visoke kvalifikacije in delovne izkušnje. Upošteva posebnosti kovine in jo povezuje na tak način, da se ob njeni uporabi obremenitev ne uniči.
Označevanje s črkami
Določitev zvarov ter njihove vrste in kraje uporabe so določeni v regulativni dokumentaciji. Te informacije se uporabljajo za različno tehnično dokumentacijo. Navedeno je v posebnih učnih pripomočkih, ki se uporabljajo pri usposabljanju varilcev ali izboljšanju njihovih veščin. Opis zvarov GOST 5264-80 je glavni vodnik. To pomeni, da je iz nje vzeta vse informacije za vadnice.
Ad
Vrsto povezave lahko določite brez pregledovanja dokumentacije. Določitev zvarov na risbah kjerkoli v konstrukciji stavbe se izvede z uporabo črkovne oznake. Torej, razlikujete tako vrste zvarov s črkovno notacijo:
- "C" - zadnjica;
- "H" - prekrivanje;
- "T" - tavrovoe;
- "U" - kotni.
Vrste šivov
Zvar je razvrščen po več merilih. Torej, po obliki končnega prereza se delijo:
- Priključni spoji - pri povezovanju kovinskih delov morajo biti v isti ravnini;
- izdelki iz kotičkov morajo biti pod določenim kotom drug proti drugemu;
- z režami - pri varjenju kovinskih delov med seboj. V tem primeru se top izdelek popolnoma topi, spodnji del pa delno.
Naslednji indikator je konfiguracija. Varjenja (GOST 5264-80) so lahko ravna, ukrivljena in obročasta.
Varjenje je mogoče opraviti na več načinov. Treba je omeniti uporabo neprekinjenega šiva ali presihajoče. V prvem primeru ima lahko zvar dolžino 300 mm ali več. Druga možnost je izvedena v skrajnih primerih, saj so šivi narejeni v vzorcu šahovnice.  Povezava je odvisna tudi od tehnologije operacije. Varjenje se izvaja z dodatnim plinom ali brez njega.
Povezava je odvisna tudi od tehnologije operacije. Varjenje se izvaja z dodatnim plinom ali brez njega.
Pri opravljanju gradbenih del se lahko šiv opravi različno število krat. To pomeni, da je lahko enojna in večplastna. To je storjeno za okrepitev povezave in povečanje njenih karakteristik trdnosti. Pri tem se lahko pojavi dodatna fuzija na spoju. Po tem indikatorju so šivi razvrščeni kot normalni, ojačani in oslabljeni.
Ad
Praviloma takšne spojine niso ločene. Izvajajo se lahko na različne načine in združujejo več vrst dela. To je odvisno od usposobljenosti varilca, pa tudi od kakovosti potrošnega materiala.
Značilnosti povezave
Kakovost zvarov je odvisna od izbrane tehnologije izvedbe in usposobljenosti delavca. Kovinski deli so med seboj povezani s postopkom taljenja. Ko uporabljate obločno varjenje, morajo biti nameščeni v isti ravnini.
 Takšni deli imajo lahko različne oblike in stanje roba. Slednja se obdeluje glede na debelino elementov. Pri povezovanju izdelkov z različnimi debelinami je potrebno velik list prilagoditi manjšemu. V tem primeru bo šiv zanesljiv.
Takšni deli imajo lahko različne oblike in stanje roba. Slednja se obdeluje glede na debelino elementov. Pri povezovanju izdelkov z različnimi debelinami je potrebno velik list prilagoditi manjšemu. V tem primeru bo šiv zanesljiv.
V skladu s to karakteristiko po vrsti robov so varjeni spoji:
- s poševnim robom (debelina šiva mora biti 5 mm);
- s krivuljami;
- Obroba v obliki črke U. Debelina šiva mora biti od 20 do 60 mm;
- rob z obliko oblike X (debelina šiva mora biti od 12 do 40 mm).
Značilnosti povezave
Ena glavnih pozitivnih lastnosti varjenih spojev je nizka napetost. To pomeni, da niso predmet upogibanja in uničenja. Zato se ta vrsta spojine pogosto uporablja. Poleg tega proces porabi minimalno količino kovine. Za kakovostno varjenje morate skrbno opraviti pripravljalno fazo. Oglejmo podrobno značilnosti spojin različnih vrst.
Da bi dobili T-spoj, je potrebno pritrditi dva dela, ki bosta med seboj postavljena pravokotno. Označevanje zvarov na risbah te vrste je prikazano s črko T.
Ad
Varjenja so lahko nameščena ne samo na eni strani, temveč tudi na drugi strani.
Vse je odvisno od tega, kje bo uporabljeno in kakšne zahteve mu bodo naložene. Ta vrsta se uporablja za izdelavo različnih stolpcev in okvirjev.
Če na določenem mestu ne bo večjih obremenitev, uporabite kotni pogled na povezavo. Najpogosteje se uporablja pri izdelavi različnih posod. V tem primeru mora biti izpolnjena naslednja zahteva: da bi konstrukcija trajala dlje, debelina kovine ne sme presegati 3 mm. Za izdelavo takega priključka je en del nanesen pod določenim kotom na drugega in privarjen na obeh straneh.  To naredimo tako, da vlaga ne pade in ne uniči strukture. Zvar na risbi je označen s črko U.
To naredimo tako, da vlaga ne pade in ne uniči strukture. Zvar na risbi je označen s črko U.
Zadnji tip povezave se prekriva, kjer so deli pritrjeni pravokotno drug na drugega. Na strani konstrukcije se oblikuje šiv. Poleg tega postopka je potrebno povezavo zavarovati s fiksiranjem. To porabi veliko količino kovine. V tem primeru debelina konstrukcije ne sme presegati 12 cm, zato, da ne bi prišlo do vlage v izdelku, je kovina privarjena na obeh straneh. Označevanje takšnih zvarov je prikazano na risbah s črko "H".
Ad
Pri izdelavi katerega koli šiva z metodo točkovnega varjenja. Izjema je primer, ko je potrebno varjenje. Potem je šiv okrogel.
Dodatni kazalniki
Zvarno varjenje je mogoče izvesti z dvema metodama: ročno in mehansko. Vse je odvisno od debeline kovine. Pri ročni metodi varimo elemente z debelino ne več kot 4 mm in z mehanizirano metodo - 18 mm. Podrobnosti velike debeline lahko obdelamo ročno. Vendar pa je treba še naprej obdelovati rob.
Med dvema varjenima elementoma lahko nastanejo tudi vrzeli in odstopanja delov pod določenim kotom, tj. Za izvedbo visokokakovostnega šiva morate pravilno določiti poševni kot. Ta indikator kaže razpoložljivost loka. Glede na vrsto povezave so kazalniki tega kota v območju od 20 do 60 stopinj, vključno z minimalno napako.
Ad
Burnout
V postopku varjenja lahko pride do opeklin. Glavni razlog je neizkoriščen rob. Varjenje ni možno, če je razdalja med dvema kovinskima deloma prevelika.
Če želite izbrati način izdelave šiva, se morate odločiti za material in stopnjo kompleksnosti. Pri gradnji je izdelana vsaka gradbena dokumentacija. Vključiti je treba informacije o materialnih stroških za obdelavo kovinskih delov. Varilni spoji so navedeni na ustreznih risbah. Ogledate si jih lahko na spodnji fotografiji. 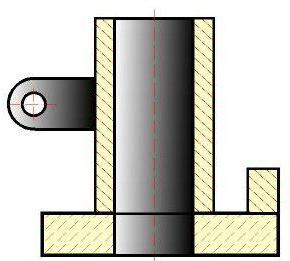
Kot je razvidno, je senca detajla bistveno drugačna, debelina šiva (zgloba) pa je polovica debeline ostalih.
Pregled varjenja
Njihovo kakovost je mogoče nadzorovati na več načinov in načinov. Zato se uporabljajo naslednje metode:
- mehanski;
- kemična;
- fizično;
- zunanji pregled.
Najpogostejši je zunanji pregled končne spojine. To je najlažji in najcenejši način, ki ne zahteva materialnih stroškov. Vsak zvar opravi zunanji pregled ne glede na nadaljnje operacije. Lahko opravljate druge preglede. S pomočjo zunanjega pregleda se določijo številne vidne napake, ki so se pojavile med delom. Zahvaljujoč njemu se najdejo različni neprovary in pritoki. 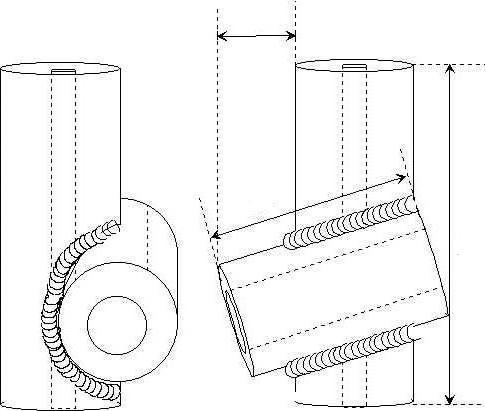 Vizualno so skoraj nevidne. Da bi jih določili, morate uporabiti posebno povečevalno steklo, ki poveča površino desetkrat.
Vizualno so skoraj nevidne. Da bi jih določili, morate uporabiti posebno povečevalno steklo, ki poveča površino desetkrat.
Med to operacijo se določajo ne le vidne napake, temveč tudi preverjanje in merjenje vnaprej pripravljenih robov. V množični proizvodnji varjenih spojev so razvili posebne predloge. Omogočajo vam, da v kratkem času izmerite šiv. Preostale metode zahtevajo finančne naložbe za posamezne snovi in opremo.
Zaključek
Torej, ugotovili smo, kaj je zvar. Zahteve za njega so precej visoke, saj je on odgovoren za zanesljivo povezavo kovinskih konstrukcij.