Vrste varjenih spojev in šivi: opis, tehnološke značilnosti, zahteve in GOST
Da bi se naučili dobro kuhati, ni dovolj, da bi obvladali samo držo električni lok. Poleg tega morate razumeti, kakšne so vrste varjenih spojev in šivi. Začetni varilci pogosto naredijo najresnejše napake, na primer, ne kuhajo kovine. In zgodi se, da imajo končni deli šibko odpornost na lom. Kaj je razlog? Najprej v napačni izbiri vrste povezave, napak v tehniki. Danes vam ponujamo govoriti o različnih vrste varjenja varjene spoje, kot tudi napake!
Varjenje: definicija
Za začetek bomo opredelili definicijo varjenega (varilnega) šiva. Tako se imenuje kristalizirana kovina, ki je bila v času varjenja v staljenem stanju.
Ad

Struktura zva vključuje:
- območje kovin zvara;
- mehanska fuzijska cona;
- območje pod vplivom toplote;
- prehodno območje na osnovno kovino.
Varjena povezava: kaj je to?
Varjeni spoj se običajno imenuje omejen del strukture, ki vsebuje enega ali več zvarov. Po videzu spojine lahko strokovnjak določi kvalifikacijo varilca, razume, kateri način varjenja je bil uporabljen. Zvarni spoj pove o tehnološkem namenu konstrukcije.
Varjenja: razvrstitev
Izkušeni varilci pravijo: podlaga za razvrstitev vrst šivov je mogoče sprejeti različne dejavnike, kot so strukturne in moč, geometrijske in tehnološke. Če upoštevamo šive glede na lokacijo, jih lahko razdelimo na nižje, nagnjene, vodoravne in navpične.
Ad
Spodnji šiv lahko imenujemo ne le najpreprostejši, temveč tudi najbolj trpežen. Dejstvo je, da težnost kovina vam omogoča, da bolje zapolnite vrzeli med povezanimi površinami. Poleg tega je ta vrsta najbolj ekonomična. Obstajajo določeni pogoji, npr. Gorilnik ali elektroda morata biti usmerjena od zgoraj navzdol.

Običajno nastane vodoravni šiv, ko so površine pravokotne na ravnino elektrode. Poraba tokov in elektrod s tem tipom se znatno poveča. Pri počasnem vodenju šiva so možne kapljice in pri hitrih - ne prodrlih mestih.
Veliko težje je izdelati visokokakovosten vertikalni šiv. Pri tem se povečujejo izgube kovin, narašča nepravilnost (v zadnji fazi varjenja je šiv debelejši). Ta metoda zahteva določeno klasifikacijo varilca. Običajno se uporablja za varjenje cevi ali za pritrjevanje velikih struktur.
Najtežji varilci upoštevajo varjenje stropov. Kako se proizvaja? Postavite lok s prekinitvami. Tok je majhen. Ta tip se običajno uporablja pri varjenju cevi, ki jih ni mogoče obrniti.
Varjene povezave: vrste in vrste
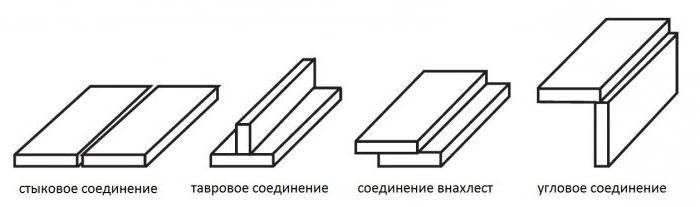
Predlagamo, da se pogovorimo o tem, katere vrste varjenih spojev so po vrsti abutmentov površin. Glede na takšne dejavnike, kot so debelina kovine, geometrijska oblika delov, zahtevana tesnost spoja, lahko varjene spoje razdelimo na:
- Taurus;
- prekrivanje;
- zglobne spojke;
- kotni.
Vse vrste varjenih spojev imajo svoj namen, ki ustreza specifičnim potrebam končnih elementov. Ponujamo vam podrobnejšo obravnavo teh vrst!
Junction
Najpogostejši tip zvara je spoj. Uporablja se pri varjenju koncev cevi, listov jekla ali kakršnih koli geometrijskih oblik.
Deli, ki pritrjujejo spojke, se razlikujejo v debelini izdelka, na strani prekrivnega šiva. Obstaja več podvrsti spojin:
- enostranska normalna;
- enostranski, pri katerem se robovi obdelujejo pod kotom 45 stopinj;
- enostranski, pri katerem se en rob obdeluje pod kotom 45 stopinj;
- enostranski, v katerem rezalnik odstrani rob na obeh delih;
- dvosmerno, kar pomeni rezanje robov pod kotom 45 stopinj na vsaki strani.
Pomembno je omeniti, da pri tej vrsti varjenega spoja igra pomembno vlogo debelina varjenih površin. Če ni več kot 4 milimetre, se uporabi enostranski šiv, če pa je debel več kot 8 milimetrov, je treba šiv nanesiti na obe strani. Če pa debelina izdelka presega 5 mm, je treba šiv nanesti le na eni strani in tako pridobiti visoko trdnost, zato je treba robove ločiti. Potrebno ga je izvesti s pomočjo datoteke ali brusilnika, dovolj 45-stopinjskega stožca.

Kotni spoj
Obstaja več možnosti za vogale:
- enostransko - s predhodnim rezanjem in brez njega;
- obojestransko - navaden in razcepljen.
S tem priključkom lahko dva elementa pritrdite skupaj pod katerimkoli kotom. V tem primeru bo prvi šiv notranji, drugi pa zunanji. Ta tip je idealen za varjenje raznih skladišč in nadstreškov, karoserij za tovornjake in gazebov.
Če želite priključiti dve plošči z različno debelino, je treba to vrsto varjenega spoja po GOST opraviti na naslednji način: na dno je treba namestiti debelejšo ploščo, na njej pa z robom namestiti tanko. Elektroda ali gorilnik bi morali biti usmerjeni v debel del, tako da na delih ne bo prišlo do opeklin ali spodkopin.
Ad
Prekrivanje spoja
Dve plošči sta lahko varjeni ne samo od konca do konca, temveč tudi prekrivajoča - rahlo povlečeta eno čez površino drugega. Strokovnjaki priporočajo uporabo tega varjenega spoja, kjer je potrebna visoka natezna trdnost. Šiv mora biti nameščen na vsaki strani - to ne bo samo povečalo moč, ampak tudi preprečilo kopičenje vlage v končnem izdelku.
Povezava Tavrovoy
Ta vrsta je podobna kotnemu spoju, vendar obstajajo nekatere razlike - plošča, pritrjena z robom, ne sme biti izpostavljena na robu spodnje osnove, temveč na kratki razdalji.
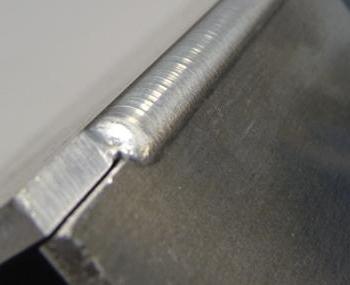
Razvrstitev tehnologije in oblika šiva
Varilci razlikujejo vrste varjenih spojev po vrsti zvarov. Šiv je lahko:
- Gladka. To se doseže pri optimalnih nastavitvah varilnega aparata in na njegovem priročnem mestu.
- Izbočena Tak šiv je mogoče dobiti z majhnim tokom in prehodom v več plasteh. Konveksni šiv zahteva obdelavo.
- Vbok. Tak šiv je mogoče dobiti le s povečano močjo toka. Tak šiv je značilno odlično taljenje, poleg tega ne zahteva brušenje.
- Trdna. Če želite izvesti visokokakovosten zvezni šiv, morate to početi neprekinjeno. To bo preprečilo pojav fistul.
- Občasno. Ta šiv je treba uporabljati za izdelke iz tankih listov.
Varilec, ki pozna glavne tipe povezav in njihove temeljne razlike, lahko kompetentno izbere vrsto zvara, ki lahko zadovolji osnovne zahteve za trdnost in tesnost.
Ad
Pomanjkljivosti zvarnih spojev: vrste, opis, vzroki
Varjeni spoji imajo lahko različne učinke, ki vplivajo na trdnost in trdnost. Običajno je treba vse vrste napak razdeliti v tri kategorije:
- notranje (to je mogoče pripisati pomanjkanju penetracije, poroznosti in tujim vključkom);
- zunanji (med njimi so razpoke, podkopi, kraterji, vozlički);
- navzkrižno rezanje (tukaj lahko izberete opekline in razpoke).

Spregovorimo o vsaki vrsti napak.
Razpoke
Ta vrsta napake se šteje za najbolj nevarno, lahko vodi do hitrega uničenja varjenih konstrukcij. Obstajajo razpoke glede na njihovo velikost (obstajajo makro- in mikroprazni), glede na čas videza (v procesu varjenja delov ali po). Vzrok razpok je neupoštevanje varilne tehnologije, napačna izbira materialov za varjenje, prehitro ohlajanje konstrukcije.
Ad
Če želite popraviti razpoko, lahko: izvrtate njen začetek in konec, odstranite šiv in ga varite.
Podkazi
Podkazi se imenujejo vdolbine med šivom in kovino. Šiv zaradi te napake postane šibek. Vzrok za spodkopavanje je povečan tok. Običajno se na vodoravnih šivih oblikuje spodrezan krak. Takšno napako lahko odpravimo tako, da na spodnjo linijo navzdol povlečemo tanek šiv.

Noduli
Taka napaka se lahko pojavi v primeru, ko staljena kovina teče na glavno kovino brez tvorbe homogene spojine. Vzroki za povešanje so preprosti - osnovna kovina se ne segreje, varilec uporablja prekomerno količino polnilnega materiala. Napako lahko odpravite z rezanjem, nujno preverite prisotnost nepopolne fuzije.
Burnout
Opekline so pomanjkljivosti, ki se kažejo skozi prodor in uhajanje. tekoča kovina. Hkrati pa po drugi strani praviloma pride do uhajanja. Vzrok za opekline je visok varilni tok, počasno gibanje elektrod, nezadostna debelina obloge, prevelika vrzel med robovi varjene kovine. Gorijo lahko popravite: očistite in pokvarite napako.
Pomanjkanje penetracije
Lokalna penetracija kovine zvara z glavno kovino se imenuje nepopolna. Lahko imenujete nepopoln in nezapolnjen presek šiva. Ta vrsta napake zmanjšuje trdnost šiva, postane vzrok za uničenje končne strukture. Razlog je v nizkem varilnem toku, prisotnosti žlindre ali rje na delih, ki jih je treba variti. Če želite popraviti napako, morate zmanjšati nepopolno in zbrati podrobnosti.
Kraterji
Utori, imenovani kraterji, se ponavadi pojavijo zaradi preloma v varilnem obloku. Če se pojavi takšna napaka, jo je potrebno razrezati na osnovno kovino in jo temeljito kuhati.
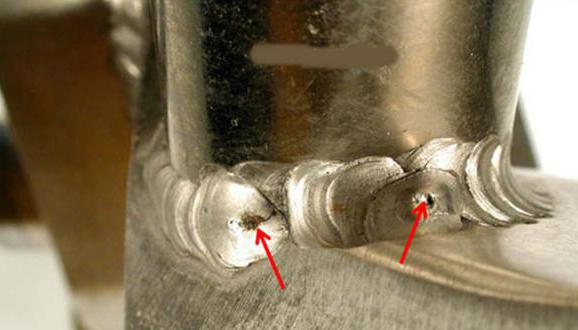
Fistula
Tako imenovano votlino, ki zmanjšuje moč šiva. Prav zaradi fistule lahko nastanejo razpoke. Stanje se bo popravilo z rezanjem okvare in varjenja.
Poroznost
Kaj je poroznost? To so votline, ki so napolnjene s plini. Razlog za njihov videz je intenzivna tvorba plina znotraj kovine. Velikost por je lahko mikroskopska ali majhna kot nekaj milimetrov. Da bi se izognili poroznosti, je treba kovino očistiti nečistoč in tujih snovi. Potrebno je, da elektroda ni mokra. Če je napaka že narejena, porozno cono prerežite na osnovno kovino in pivo, opazovalno tehnologijo.
Pregrevanje in izgorevanje
Te napake nastanejo zaradi visokega varilnega toka ali nezadostne hitrosti varjenja. Zaradi tega postane končni izdelek zelo krhek. Žgano kovino lahko rezamo samo, kovino pa lahko ponovno napolnimo.
Nadzor varjenja
Zdaj pa razmislite vrste nadzora varjeni spoji. Obstajajo naslednje metode:
- zunanji pregled;
- kemična analiza;
- rentgenski ali rentgenski prenos;
- metalografska analiza;
- ultrazvočno ali magnetno odkrivanje razpok;
- mehanski preskusi.

Obstaja zelo pomembno pravilo - za zanesljivo krmiljenje je nujno potrebno očistiti fug z žlindro, lugom in varilnimi razpršili!