Horizontalni rezkalni stroji: modeli, specifikacije, naprava, namen
Horizontalni rezkalni stroji se uporabljajo za proizvodnjo delov, ki izhajajo iz rotacijska gibanja rezalno orodje. Hkrati lahko rezalnik naredi cilindrične luknje v odprtinah, naredi ploske dele, utore, robove. Taka oprema mora imeti vsaj 3 osi: rotacijsko, vertikalno in vodoravno. Mogoče se pogosto uporablja 4 navpična os. To daje večjo svobodo gibanju rezalnega orodja.
Naprava in namen
Horizontalni rezkalni stroji so narejeni za različne velikosti: od majhnih ploščic do edinstvenih industrijskih aplikacij. Obdelujejo se materiali iz kovine, plastike, stekla, lesa itd., Ki se namesti na mizo in pritrdi z nosilci ali vakuumom. Rezalno orodje je vstavljeno v sklop vretena in se lahko premika navpično. Pogosto ima miza dve osi, kar omogoča premik obdelovanca na želeno koordinato. 
Horizontalni rezkalni stroji imajo veliko modifikacij, pri čemer se ena os tabele lahko premakne pravokotno na orodje, druga pa vzporedno. V večini primerov je to dovolj za izdelavo delov telesa, blokov motorjev in drugih podobnih izdelkov. Število vrtljajev orodja je odvisno od moči motorja vretena in vrste materiala, ki ga je treba obdelati na togosti konstrukcije.
Horizontalni rezkalniki se uporabljajo že več desetletij. Uvedba CNC sistemov je izboljšala natančnost obdelave in zmogljivost opreme. Eden od najbolje prodajanih strojev je horizontalni rezkalni stroj 6P82, izdelan v sovjetskih časih. Elektronsko polnjenje vam omogoča integracijo stroja v procesno linijo ali realizacijo proizvodnje unikatnih izdelkov.
Univerzalni model
Horizontalni rezkalni stroj 6Р82 se lahko prilagodi za edinstvene naloge zaradi naslednjih sprememb:
- Razdelilna glava.
- Na univerzalni glavi.
- Okrogla gramofona.
- Dodatna os vrtenja.
- Naprava za rezanje umre.
- Univerzalni aparati za ločevanje.
Horizontalni konzolni rezkalni stroj 6Р82 je zasnovan tako, da upravljavec-prilagodilnik brez zamud spremeni rezalno orodje zaradi hitrih sprostitvenih pritrdilnih elementov. Elektronika deluje na principu zaščite orodja - pri samodejnem rezanju se zmanjša dovod. Tudi osna obremenitev je varna pri uporabi brezkontaktnih elektromagnetnih sklopk. Pogon pogona se bo zagnal, če bo presežen trenutek pritiska na gred, glavni deli kinematike pa bodo ostali nedotaknjeni. 
Za lažjo menjavo orodja na plošči stroja so gumbe za vlečenje vretena in držanje v fiksnem položaju. Horizontalni rezkalni stroj s CNC 6R82 je bil spremenjen in ga je proizvajalec bistveno izboljšal. Spremenjeno je bilo načelo nadzora, povečalo se je elektronsko polnjenje, togost konstrukcije. Istočasno se je spremenilo označevanje stroja, strojna orodjarna Gorky je razširila paleto opreme, vendar še naprej oskrbuje z rezervnimi deli za starajoče se modele.
Zanesljiva oprema
CNC horizontalni rezkalni stroj je tudi zanesljiva naprava, ki omogoča delo s trdimi kovinami. Za obdelavo se uporabljajo naslednje vrste rezil:
- Disk.
- Oblikovano.
- Kotiček.
- Cilindrični.
- Trailer
Glavne tehnične lastnosti horizontalnih rezkalnih strojev:
- Mere tabel in dolžina hoda strojnih osi.
- Oblika togosti.
- Vozlišče pogonskega vretena.
- Tip krmiljenja in motorji, povratni senzorji.
- Razpoložljivost možnosti za izvajanje ozkih proizvodnih nalog.
- Tip osi: zdrs, valjanje.
- Trgovina ima avtomatski menjalnik orodij.
- Celoten sklop druge tabele in možnost spreminjanja v avtomatskem ciklu.
Načrtovanje opreme
Naprava za horizontalno rezkanje vpliva na njene zmogljivosti. V večini primerov je sestavljen iz nosilnega dela: ležišča in stebri, ki so nameščeni na osnovni plošči. Že na ležajnih delih so pritrjeni prtljažnik, miza z vodili drsnih, valjčnih ali vijačnih parov. 
Dodatno je nameščena konzola s trnom. Nato so ležajni deli obešeni z menjalnikom in vretenom. Konstrukcija je opremljena z zaščitnimi pokrovi z varnostnimi ključavnicami. Na sodobnih modelih je tehnološka nadzorna plošča z dobro ergonomijo.
Podobna oprema
Univerzalni horizontalni rezkalni stroj znamke KH40G Trinity Plant je analogna teh modelov. Zasnova ima dve izmenljivi tabeli, na katerih so fiksni deli. Sklop vretena ima tri osi: navpično in dve vodoravni. Tabela ima tudi os za menjavo palet. 
Stroj je nadzorovan z nezahtevnim in zanesljivim Fanuc CNC sistemom, ki ga je mogoče implementirati na osnovi Sinumerika, vendar to bistveno poveča stroške opreme. Mize so odlične geometrije, prihajajo iz Japonske.
Stroj ima kompaktno velikost, težo in možnost namestitve dodatnih možnosti. Hladilni sistem je nameščen pod delovno prostornino, ki omogoča, da tekočina kroži v zaprti zanki. Za napajanje stroja potrebujete zrak in 3-fazni električni priključek.
TSGF-50 - analog korejskega HS5000
Obstaja več produktivnih horizontalnih rezkalnih strojev, katerih namen je proizvajati celotne dele telesa v industrijskem merilu. Za vse funkcije in velikosti je oprema precej kompaktno nameščena v majhni delavnici. Stroj je opremljen z dvema avtomatsko zamenljivima mizama z japonsko natančnostjo. 
Dinamika gibanja osi ustreza naprednim dosežkom v industriji strojnih orodij. DC motorji zagotavlja enakomernost gibanja osi, pozicioniranje pa lahko doseže 0,01 mikrona zahvaljujoč proizvajalčevim Heidenhainovim ravnilom. Drsne osi zagotavljajo enotno premikanje in so sposobne prenesti visoke mehanske obremenitve.
V ohišje stroja je vgrajen tudi avtomatski menjalnik orodij. Inženirji so s pomočjo M-kod izumili varen sklep iz izrednih razmer v polavtomatskem načinu, kar odpravlja strukturne poškodbe v primeru napak upravljavca.
Značilnosti posameznih vozlišč
Vsi horizontalni rezkalni stroji imajo motor visoke hitrosti vretena. Obremenitev je bistveno manjša zaradi uporabe prenosnega mehanizma, ki ima v najnovejši različici opreme funkcijo samodejnega prestavljanja. Samodejni izmenjevalnik orodij ima lahko več kot 30 položajev, kar zmanjša prehod na nov tip polizdelkov in delov. 
Koristna funkcija je splakniti vložek vretena iz hladilne tekočine, tako da pri menjavi orodja pritrdilni deli sklopa niso onesnaženi. Stroji so pogosto opremljeni z vodno in zračno puško. Sprejemanje utorov orodja in vretena ne presega 0,01 mikronov. Za delo z visoko intenzivnostjo se uporablja hladilna enota vretena, nameščena zunaj stroja.
Postelja
Trdnost nosilnih delov je pomemben parameter, ki ustreza geometriji izdelanih izdelkov Visokokakovostna zlitina kovin visoke trdnosti zagotavlja dolgotrajno zanesljivost strojne geometrije. Vendar pa je za izpolnjevanje tega parametra potrebna kakovostna namestitev in periodična kontrola ravni na različnih točkah instrumenta. 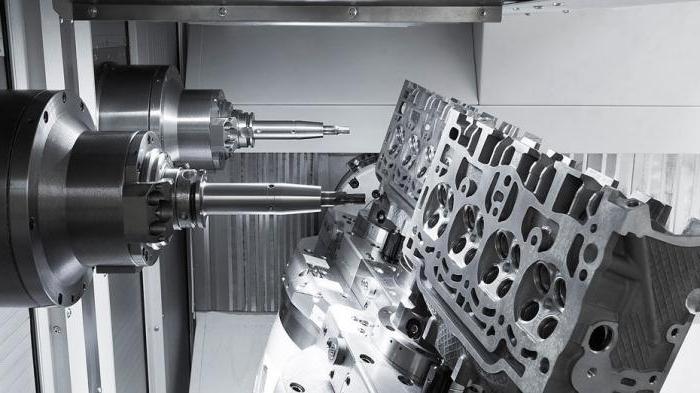
Pravilnost nastavljene ravni postelje je odvisna od koaksialnosti vretena in lukenj na delu, pravokotnosti in vzporednosti gibanja rezilnega mehanizma. Klasičen stroj ima več pritrjenih nog nastavljive noge. Pomembna pozornost je namenjena betonski podlagi. Idealno bi bilo, da bi temelj imel trdno podlago velikosti 0,8 metra, ki lahko vključuje kovinsko ojačitev za težo opreme 3 tone.
Zaporedje namestitve naprave
Ko je stroj nastavljen, je treba napravo pustiti stati vsaj 24 ur. V tem času se preostala kovinska napetost odstrani iz ležišča in obremenitev se prerazporedi. Sledi postopek preverjanja poravnav vozlišč. Izmeri se geometrijska natančnost delov, navedenih v specifikaciji, ki jo predloži proizvajalec.
V primeru odstopanj od navedenih parametrov se izvede dodatna prilagoditev. Da bi se izognili pretekom pri delu, se premik nivoja postelje upravlja z različnimi kombinacijami sklopa vretena in mize z obdelovancem. Vrtenje orodja lahko povzroči bitko znotraj tolerance, vse je odvisno od zahtevane natančnosti izdelanih delov. Izboljšanje na mestu je potrebno za obravnavo individualnih zahtev kupcev.
Pri prevzemu stroja bodite pozorni na porabo olja. Proizvajalec ga pogosto precenjuje, da bi se izognili motnjam pri delu v pogojih, ki niso običajni (temperatura zraka je od 20 in ne višja od 35 stopinj, vlažnost majhnih vrednosti, nizka prašnost okolja). Preverite tudi priložene dele in razpoložljivost navedenih možnosti.