Varilni argon. Njegove vrste in uporaba
Argonsko varjenje je najprimernejše za popravilo različnih delov iz nerjavečega jekla in aluminija. To je zelo zapleten postopek, ki ga lahko uporabljajo le visoko usposobljeni strokovnjaki z visoko kakovostno opremo. Vzemite vsaj aluminij. Kemične lastnosti te kovine so takšne, da lahko pridejo v stik s kisikom, ki je v zraku. V zvezi s tem se na njej tvori oksidni film, ki bistveno otežuje uporabo običajnega varjenja. In argon se nanaša na inertne pline, ki ne vplivajo na kovine. In zahvaljujoč temu, v procesu varjenja okoli varjenega območja, nastane zelo slabo kisikovo okolje. Zato varjenje z argonom v kvalificiranih rokah zagotavlja ustvarjanje šivov visoke čistosti.
Lastnosti argona
Zdaj pa si poglejmo natančneje o lastnostih tega enatomatnega inertnega plina. Argon je težji od zraka, brezbarven in brez vonja. Mimogrede, dobijo ga iz zraka, v katerem je v majhni količini - 0,935%. Kot zaščitni plin se ne uporablja samo za varjenje nerjavnega jekla in aluminija, temveč tudi za legirano jeklo, titan, aktivne in redke kovine. Poleg tega se ta snov ne uporablja vedno le v čisti obliki. Na primer, če se opravi argonsko varjenje kovine z majhno debelino, se uporabi mešanica, v kateri je poleg tega plina še 10% vodika. In s tem je mogoče povečati hitrost dela, hkrati pa zmanjšati število preostalih deformacij. In s pomočjo 10-12% dušika, dodanega temu plinu, dobimo korozijsko odporni zvar. Legirano jeklo je kuhano z mešanico argona in kisika. In kombinacija argona z ogljikov dioksid uporablja se za varjenje nizkoogljičnih in nizkolegiranih jekel. Posledica tega je bolj duktilen zvar kot pri delu s čistim ogljikovim dioksidom. In ta šiv nima pore, kot se zgodi pri varjenju v čistem argonu.
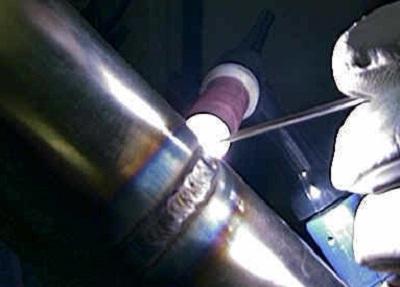
 Varjenje nerjavečega jekla argona
Varjenje nerjavečega jekla argona
Nerjaveče jeklo se uporablja v skoraj celotnem nacionalnem gospodarstvu. jekla To je trajen in praktičen material. Izdelki pa so izdelani z mehansko obdelavo, žigosanjem in varjenjem. In postopek varjenja takšnih jekel je zelo dolgotrajen in naporen. Izvaja se samo v zaščitnem plinastem okolju, tj. Uporablja se varjenje z argonom. Elektroda se uporablja volfram, in je vročena enosmerni tok Sam postopek varjenja je gladek. Sadilni material se polni neprekinjeno. In tudi po koncu varjenja se oskrba z argonom ne ustavi, dokler se temperatura kovine ne spusti na 400 stopinj.
Vrste varjenja z argonom
Obstaja več vrst varjenja, za katere se uporablja ta plin. Na primer, plazemski tip, v katerem se argon uporablja kot snov, ki tvori plazmo. Ta vrsta varjenja se uporablja tam, kjer potrebujete zelo kakovostno varjenje brez izgorevanja in deformacije.  Tudi s plazemsko obliko lahko spojino poravnamo z osnovno kovino. Ta metoda se uporablja pri izdelavi mikrodetajlov, prevodnikov, zobnih protez. Pri varilnem mediju se kot zaščitni medij uporablja argon. Ta metoda se uporablja za spojine aluminija, titana, aktivnih in redkih zemeljskih kovin ter litega železa. In varjenje iz litega železa argon proizvaja ognjevzdržen volframova elektroda in barvne kovine zavrejo, da se raztopijo. Druga metoda je laser. V tem primeru se argon uporablja kot zaščitni in plazemski plin. Ta tehnologija se uporablja v industriji pri izdelavi elektronskih naprav, ki povezujejo kritične komponente, ki so sestavljene iz delov različnih debelin, in za varjenje težko dostopnih mest.
Tudi s plazemsko obliko lahko spojino poravnamo z osnovno kovino. Ta metoda se uporablja pri izdelavi mikrodetajlov, prevodnikov, zobnih protez. Pri varilnem mediju se kot zaščitni medij uporablja argon. Ta metoda se uporablja za spojine aluminija, titana, aktivnih in redkih zemeljskih kovin ter litega železa. In varjenje iz litega železa argon proizvaja ognjevzdržen volframova elektroda in barvne kovine zavrejo, da se raztopijo. Druga metoda je laser. V tem primeru se argon uporablja kot zaščitni in plazemski plin. Ta tehnologija se uporablja v industriji pri izdelavi elektronskih naprav, ki povezujejo kritične komponente, ki so sestavljene iz delov različnih debelin, in za varjenje težko dostopnih mest.