Kaj je rezkar in kje se uporablja?
Ta članek se bo osredotočil na analizo odgovora na vprašanje: »Kaj je rezkar?« Tu bomo preučili definicijo tega predmeta, njegov namen in raznolikost vrst. Na kratko pregledajte tehnologijo izdelave in ustvarite prevleko površine delovnega dela orodja.
Uvod
V gospodinjskih in industrijskih dejavnostih se lahko pogosto srečate z vprašanjem: "Kaj je mlin?". V odgovor lahko rečemo, da je to specializirano orodje, ki ima za rezkanje eno ali nekaj število rezilnih rezil (imenovanih tudi zobje).
S pripadanjem geometrijskemu oblikovanju se razlikujejo končni, črvi, končni, cilindrični in drugi tipi oblik.
Odvisno od materiala, ki se obdeluje, obstaja rezalnik za les, navaden in nerjavno jeklo, zlitine bakra, aluminija itd.
Rezila za usmerjevalnik lahko razvrstimo tudi po materialu, ki je služil kot osnova za rezalni del. Na primer, za to se lahko uporabi visokohitrostno jeklo, trde zlitine mineralna keramika, kovinska keramika, diamanti in mikane žične mreže.
Struktura naprave in zobje na rezalniku povzročajo ločevanje teh orodij na več tipov:
- trdna (ki jo tvori en material);
- spajkanje (opremljeno z rezalnimi komponentami za spajkanje);
- varjeni (rep in rezalni deli so izdelani iz različnih materialov in povezani z varjenjem);
- montažne (deli, povezani s pritrdilnimi elementi).
Ločena glava izstopa - orodje z zamenljivo vrsto plošč iz določene močne zlitine, običajno iz hitroreznega jekla. Ta rezalnik se imenuje mehanski, glava brez dela rezila pa je telo.
Koncept noža

Na vprašanje, kaj je mlin, je pomembno omeniti koncept mlinskega končnega mlina. To je rezalno orodje, ki se uporablja v rezkalnih strojih v industrijskih obratih. Končni mlin (CF) ima številne karakteristične razlike od vrtalnika, ki jih je mogoče slediti v aplikaciji, geometriji in proizvodnem procesu. Ena od izjemnih razlik je sposobnost KF, da se giblje v kateri koli smeri, medtem ko je sveder namenjen samo za aksialno premikanje. Ta vrsta orodij se lahko na primer še vedno razlikuje v obliki pritrditve v mehanizmu vretena stroja: pritrditev nožev se praviloma proizvaja z uporabo cilindričnega ali koničnega geometrijskega dela.
CF se delijo na naslednje vrste:
- standardno, z nazobljenim korakom neenakomernega in obodnega značaja ter z repom, ki ima obliko valja ali stožca;
- izdelani so za mehanizem z utorom v obliki črke T;
- uporablja se za segmentsko vrsto ključev;
- opremljena s kompletom kron in karbidnih plošč;
- ključava trda zlitina;
- ključavnico z valjasto ali stožčasto obliko.
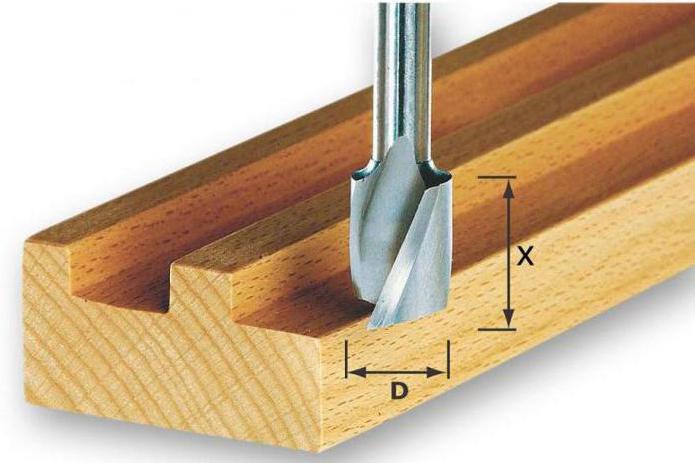
Prisotnost ravnega konca

Rezalniki za ročni mlin imajo lahko ravno obliko, ki se uporablja za rezanje, vzorčenje in obdelavo grobega tipa. Končni del rezalnika je opremljen z obliko U-oblike, premer stebla in delovnih delov pa pogosto ni manjši od 0,2 mm. Pogosto lahko dobimo kotno in zaobljeno obliko s polmerom do pol milimetra. Število zob najpogosteje ne presega šest. Rezalnik ima tuljave, ki usmerjajo odvajanje odrezkov. Orodja so glede na smer lahko desna ali leva roka, ki vodijo čip navzgor oziroma navzdol. Tako kot ravne črte (čipi se odstranijo v skladu z vektorjem gibanja) ali hibrid.
Ena od točk odgovora na vprašanje, kaj je mlin, je določiti obseg njegove uporabe:
- Rezalni stroj s ploščatim končnim delom in z enim zobom se uporablja za rezanje in grobo delo med obdelavo materiala.
- Rezkalni stroj s ploščatim koncem in z dvema zoboma se uporablja za grobo obdelavo, polizdelavo in rezanje.
- Rezkalnik z ravnim delom ravnega tipa in z več tremi in višjimi zobmi se najpogosteje uporablja za vzorčenje, obdelavo obdelave in polobdelavo pri obdelavi kovin mehkega tipa, kot tudi za dve vrsti jekla: legirani in ogljikovi.
Rezalniki za vogale
Na proizvodnjo enega od posameznih vej izdelave rezalniki oddajajo kotni. Najpogosteje se uporabljajo za rezkanje z utori. Razlikujejo se v prisotnosti ene ali dveh glav.
Orodje z enim kotom najde svojo uporabo pri rezanju ravnega žleba na mlinu ali drugem orodju. Za rezkanje ne samo ravnih, temveč tudi vijačnih rež se uporabljajo dvo-kotni rezkarji brez simetrije. Tisti, ki so simetrični, se uporabljajo za obdelavo oblikovane vrste utorov.
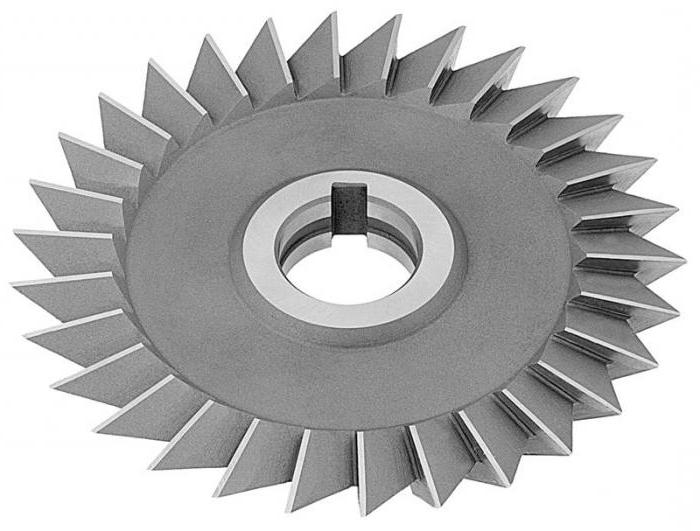
Koncept disk mlinov

Ročni mlin na drevesu, kot tudi mehanski, uporablja pogosteje kotne ali ploske šobe. Delo, povezano z rezanjem, rezanjem in drugimi postopki, povezanimi z grobo obdelavo kovin in nekaterih nekovin, je mogoče z uporabo diskastih mlinov.
Med temi orodji obstajajo tri vrste: obojestranski in tristranski, kot tudi utor za utor (ali režo).
Rezalniki z obliko in obliko so izdelani z zobmi, ki so nameščeni samo na valjasto ravnino. Da bi se zmanjšalo trenje preko stojine, se debelina orodja na obodu poveča, osrednji del pa je že tanjši. Ena od pomembnih značilnosti v mehanizmu oblike rezkalnega žleba je ustvariti širino z dobro opredeljeno in zelo natančno izvedbo. Eno od glavnih področij, kjer se uporabljajo rezkalniki za disk, je izvajanje žaganja lesa in kovin.
Dvostranski rezkalniki, poleg zob, ki so nameščeni na površini cilindrične oblike, imajo zobe in na koncu.
Trilaterale so izdelane tako, da so zobje nameščeni na površini s cilindrično geometrijo in hkrati na obeh končnih elementih. Pomanjkljivost te zasnove je zmanjšanje ugodnega obsega aktivnosti končnih zob, kot so zobje, ki so postavljeni na valjasto površino. To je posledica večjih zahtev glede natančnosti. Prav tako je funkcionalne narave, na primer, majhna globina jarka na koncu ne bo dala možnosti za doseganje želene oblike na zadnjem in sprednjem vogalu. To velja tako za ročni rezalnik kot za mehanski rezalnik.

Uporaba mlinov za diske
Ta orodja, izdelana iz karbidnih plošč, se lahko nastavljajo. Z drugimi besedami, odvisno od položaja vložka, na katerega so pritrjene plošče, lahko rezkalo daje žlebu drugačno širino.
Rezalniki se glede na vrsto montažnih plošč razdelijo na dve vrsti: spajkani in zamenljivi. Najpogosteje se obe vrsti uporabljata za izdelavo profilov lesenih delov, za izdelavo evro oken in zasteklitev za fasado lesenega pohištva. Izdelujete lahko tudi okvirjena vrata, vrata za steklo, vratne omarice in plošče, podstavke (navadne, evro, železniške). Seznam delov ali delov, ki jih je mogoče izdelati z rezalnim kolesom, je precej velik in se lahko nadaljuje dolgo časa.
Prisotnost sferičnega konca
V mehanizmu za obdelavo kovin s pomočjo rezkarja, ki ima čelno ploskev sferične oblike, so izdelane številne podrobnosti izjemno zapletene geometrijske oblike. Primer takšnih rezervnih delov je lahko žig, kalup, rezilo za turbino itd. V večini primerov so mlinčki s kroglasto glavo izdelani iz trdnega karbida. Z drugimi besedami, monolitne so. Prav tako lahko včasih najdete možnosti s ploščami, ki jih lahko spremenite.
Rezkalo za les z okroglo zadnjico se najpogosteje uporablja za izdelavo 3D delov, različnega pohištva, dekorativnih elementov itd.
Proizvodnja
Orodje, ki ga obravnavamo v članku, najpogosteje izdelujemo iz kovin in njihovih zlitin z visoko trdnostjo. Izdelan je iz palice, ki je bila na začetku izdelana z določenim premerom. Nato se začne postopek obdelave na dveh strojih - rezkanje in struženje. Nastala gredica je izpostavljena toplotni obdelavi. Ta postopek poteka v solni kopeli s temperaturnim indeksom od 650 do 1200 stopinj Celzija. Rezalnik pridobi končno obliko s končno obdelavo na brusilnem stroju.

Premaz
Po izumljanju nožev so ljudje čez nekaj časa začeli razmišljati o tem, kako zmanjšati obrabo in trenje tega orodja. Še kasneje nas je zanimala krepitev na druge načine in uporaba premaza, ki je odporen na obrabo. Danes so takšni premazi:
- Premaz iz titanovega aluminijevega nitrida.
- Sprej titanovih nitridov zlato-rumene barve.
- Razpršite z uporabo titanovega cianida. Ima temno vijolično barvo.
- Vakuumsko odlaganje.
- Sputtering spojine aluminijev nitrid-titan-krom. Imenuje se tudi PVD-prevleka.
Kratka analiza ene od metod
Upoštevajte na primer kratek opis vakuumsko obločnega premaza. Gre za fizikalno metodo nanašanja tankega filma v vakuumskem prostoru z uporabo kondenzacije materiala, ki ga tvori plazemski tok na substratu. Tok se generira na katodni tarči v katodni točki vakuumskega loka, ki ima visokotokovni in nizkonapetostni razelektritveni tok. Ta oblika premaza se razvije le v paru materiala, iz katerega je izdelana elektroda. Velikost rezalnika v mm se lahko zelo razlikuje glede na področje uporabe in material, s katerim se bo delo izvajalo. Sam proces je precej zapleten v izvedbi in se izvaja na specializiranih napravah s strani visoko usposobljenih delavcev.