Površinsko utrjevanje: metode in tehnologije. Kaljenje kovin
Toplotna obdelava jekla Narejen je za izboljšanje njegovih lastnosti (trdota, trdnost, odpornost proti obrabi). Glavne zahteve za kakovost večinoma veljajo za zunanjo plast izdelkov, ki je najbolj izpostavljena zunanjim obremenitvam.
Potreba za površinsko kaljenje in popuščanje
Površinsko utrjevanje delov se opravi, da se dosežejo najboljše lastnosti zunanje plasti, medtem ko ostane v jedru viskozna in duktilna. Tako je mogoče spremeniti fizikalne in mehanske lastnosti kovine. 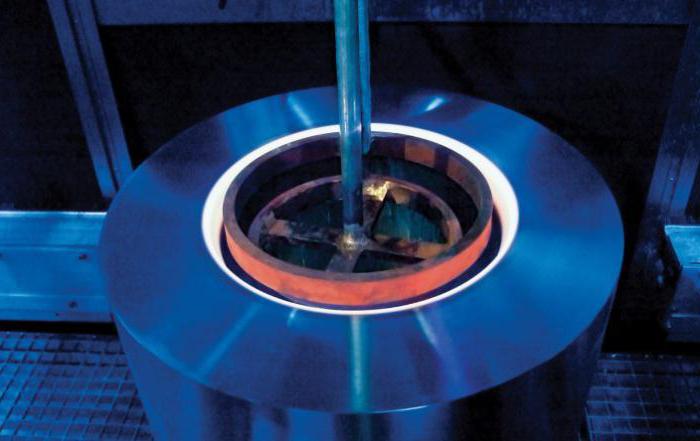
Da bi zmanjšali krhkost in zaostale napetosti, je kovina nato izpostavljena kaljenju, potem pa se njegova trdota nekoliko zmanjša in njene lastnosti postanejo bolj stabilne.
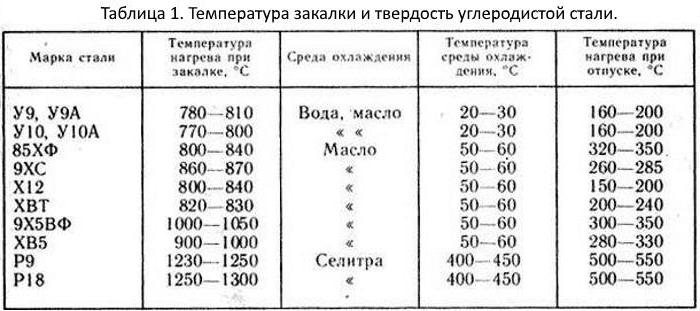
Temperatura kaljenja jeklene površine je 820-900 0 C. Lahko jo ločimo po barvi. 
Za hitro doseganje zahtevane globine toplotne obdelave po hitrem segrevanju površine dela ohlajen z zrakom ali vode.
Plamensko utrjevanje
Temperature, povezane z ogrevanjem in hlajenjem, so lahko kontinuirane ali ciklične. Površinsko kaljenje se izvaja na štiri načine.
- Ogrevanje s hlajenjem delnega območja: utrjevanje zob koles, koncev tirnic, ventilov itd.
- Utrjevanje majhnih rotirajočih teles z majhno širino obdelovalne površine: osne zatiče in gredi.
- Neprekinjeno zaporedno: premikanje po površini plamena in za njim - hladilnik. Proizvedeno sekvenčno ogrevanje in hlajenje vodnih curkov ozkih območij. Podobno so površine delov velikega premera utrjene s počasnim vrtenjem glede na fiksne gorilnike in šobe. Na robovih trakov ostanejo območja s sekundarnim ogrevanjem iz sosednjih območij.
- Kombinirana metoda: premikanje vzdolž generatorja plamenskih curkov in za njimi - hladilni medij med rotacijo valjastega dela. Tehnologija se uporablja za gašenje dolgih izdelkov. Metoda zagotavlja homogeno trdno plast na površini dela.
Tehnologija utrjevanja s plinom
Površinsko kaljenje se izvaja na strojih, kjer se mehanizirajo procesi premikanja ogrevalnih in hladilnih naprav ter delov. Postopek se pogosto uporablja v industriji. Zahteva preproste naprave. Kot vir energije se uporablja zmes acetilena s kisikom, zemeljskim plinom ali kerozinom. Včasih je ogrevanje s plamenom bolj ugodno za uporabo kot HDTV. To še posebej velja za velike izdelke, za katere je težko izdelati induktorje. Metoda se pogosto uporablja v majhni proizvodnji, kadar zahteve za kakovost niso visoke. Vžigalni gorilniki z vbrizgom vsebujejo zamenljive konice za nadzor moči plamena. Ustniki so izdelani v skladu s profilom obdelovanca. Izdelane so z velikim številom šob ali rež. Razpršilci tipa Jet dobavljajo vodo za hlajenje.
Ad
Mehanizmi za gibljiva orodja in dele so specializirani ali univerzalni. Podjetja jih pogosto samostojno izdelujejo na podlagi strojev za obdelavo kovin.
Utrjevanje kovin je odvisno od sestave, kot tudi od velikosti in oblike izdelkov.
Parametri procesa
Nastavljivi parametri so naslednji.
- Ogrevalna moč To je odvisno od porabe acetilena in hitrosti gibanja plamena glede na proizvod.
- Razdalja od središča gorilnika do ogrevane površine se ohranja na ravni 2 do 3 mm.
- Trajanje ogrevanja ali hitrost gibanja grelnika. Iz teh lastnosti, ki so eksperimentalno izbrane, je odvisna globina kaljenja in trdota površine.
- V glavnem se kot hladilnik uporablja voda s temperaturo 18–35 ° C, hitrost pretoka pa je približno 1 l / cm 2 .
- Čas med ogrevanjem in hlajenjem (5-10 sekund) ali razdaljo med ogrevalnimi conami s hlajenjem (12-25 mm).
Tehnologija kaljenja jekla vključuje procese ogrevanja kovin, izpostavljenost za izenačevanje temperature s prehodom potrebnih strukturnih transformacij in hlajenje pri dani hitrosti. Posebnost površinskega kaljenja je hitro segrevanje.
Ad
Priprava delov pred utrjevanjem je sestavljena iz glajenja ostrih vogalov in čiščenja na različne načine: peskanje, kemikalije, ročne ščetke.
Površinsko utrjevanje s pravilnim načinom omogoča povečanje trajnosti delov za 2-5-krat. Izbira načinov hlajenja omogoča gladko povečanje trdote utrjenega sloja na 700 HB. Postopek mora biti hiter. V zadnji fazi, ko je temperatura 200-300 0 C, se hitrost ohlajanja upočasni. Posledično se zmanjša nastanek razpok in izdelki se ne upognejo.
Če se legirano jeklo pregreje, se trdota lahko zmanjša, kar velja za napako. Prav tako ni možnosti natančne nastavitve debeline utrjenega sloja. Poleg tega so pri delu s plinom potrebni dodatni ukrepi za zagotovitev varnih delovnih pogojev.
Ad

Hlajenje visokofrekvenčnega toka (HDTV)
Visokofrekvenčno ogrevanje je eden najučinkovitejših načinov za utrjevanje površine. Uporaba HDTV na 10 tisoč kHz bistveno zmanjša čas toplotne obdelave. Visokofrekvenčni tok prehaja skozi vodno hlajen bakreni induktor. Nastalo elektromagnetno polje prodre v del jekla in v njem tvori vrtinčne tokove, kar povzroča toploto. Glavna energija je koncentrirana v površinskih plasteh. Globina ogrevanja je odvisna od magnetne prepustnosti jekla, električne upornosti in frekvence toka. S prilagoditvijo teh parametrov lahko spremenite velikost utrjenega sloja.
Prednosti indukcijske metode
- visoko zmogljivost in učinkovitost ogrevanja, kadar je potrebno ogrevati le določene dele delov;
- površina dela je rahlo oksidirana, ni razogljičenja;
- izdelki se nekoliko spremenijo, nastanejo manjše razpoke;
- natančno je regulirana globina utrjevanja;
- možnost avtomatizacije procesa.
Slabosti metode gašenja za HDTV so visoki stroški in kompleksnost izdelave indukcijskih naprav.
Bakreni induktorji so izdelani z ali brez tuša. 
Naslednje vrste površinskega utrjevanja.
- Hkratno. Po segrevanju se del ohladi z vodo. Kaljen del se segreje v induktorju. Po določenem času se električni tok izklopi in voda se skozi odprtine grelnika napaja z močnimi curki, da se izdelek ohladi. Za strjevanje zobniki uporabljajo se obročne induktorje, za ravne dele - zanko ali cik-cak.
- Neprekinjeno zaporedje. Indikator ogrevanja se premika vzdolž stacionarnega dela, sledi pa mu tuš.
Ogrevanje HDTV vam omogoča, da ustvarite avtomatizirane enote v pretoku obdelovalnih trgovin. Zaradi tega ni treba prenašati delov na termične delavnice.
Ad
Drugi načini površinskega utrjevanja jekla
- Elektrolitno strjevanje. Če skozi vodno raztopino elektrolita preide električni tok, kjer je katoda del, ki se hitro segreje. Metoda je primerna, saj se po izpadu električne energije del takoj ugasne. Elektrolitna kopel istočasno izvaja funkcije ogrevalne peči in posode za gašenje.
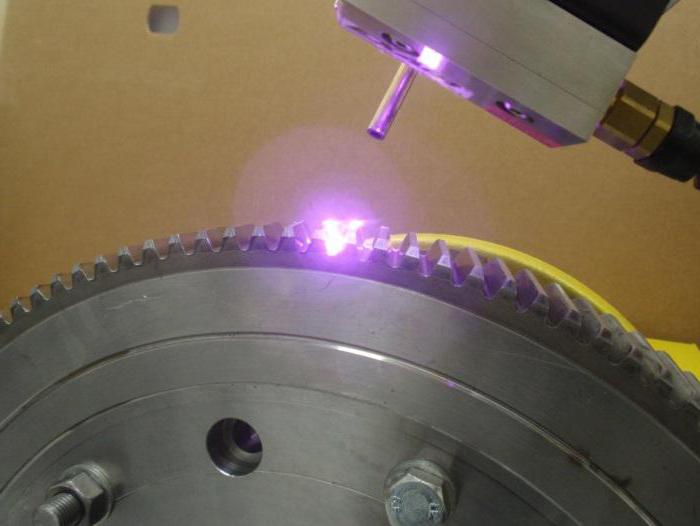
- Lasersko utrjevanje. Lasersko sevanje segreva kovinsko površino na visoko temperaturo. Debelina utrjevanja je manjša od 1 mm. Odpornost na obrabo delov iz litega železa se večkrat poveča, meja vzdržljivosti jekla pa do 80%. Metoda se pogosto uporablja za strjevanje rezalnih robov orodja.
Kaljenje po kaljenju
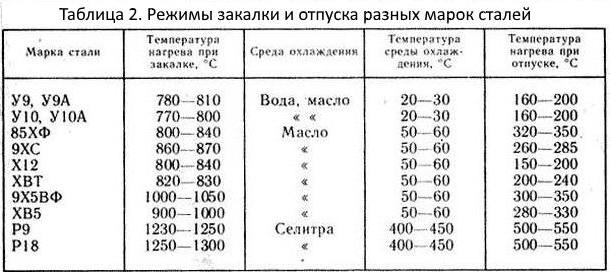
Kaljenje in popuščanje sta dva procesa, ki se medsebojno dopolnjujeta in zagotavljata kakovostne dele. Namen popuščanja je končna operacija po kaljenju, ki tvori končne, bolj stabilne lastnosti kovine, ki zagotavlja odstranitev notranjih napetosti. Izdelek jekla določene blagovne znamke se segreva in vzdržuje na ustrezni temperaturi, nato pa se ohladi na zraku.
Ad
- Nizka temperatura pri 120-250 0 С - orodja za obdelavo in drugi deli. Kovina ima stabilno strukturo, visoko odpornost na obrabo in trdoto.
- Srednje temperiranje pri 350-500 0 С - za matrice, vzmeti, vzmeti. Struktura ima dobro duktilnost, visoko elastičnost.
- Visoka temperatura pri 500-680 0 С - srednje ogljikova konstrukcijska jekla. Zagotavlja visoko trdnost, žilavost, duktilnost.
Zaključek
Kaljenje in popuščanje kovine zahtevata strogo uporabo tehnologije, ki je izbrana za vsako vrsto jekla. S pravim pristopom lahko kaljenje kovin poteka doma.