Koordinatni merilni stroj: opis, specifikacije, uporaba
Podjetja v strojni gradnji vedno bolj integrirajo visoko natančno merilno opremo v proizvodne procese. Na primer, s krmiljenjem črte za tvorbo slepega je mogoče dobiti dele z optimalnimi geometrijskimi parametri s točnostjo 0,1-0,2 μm. Izdelava takšnih elementov je pomembna zlasti v letalski in vesoljski gradnji, kjer je potrebna uporaba kompleksnih komponent natančnosti. Prav tako ni izključena možnost uporabe teh metod v industriji. težka industrija potrebam širokega občinstva množičnega potrošnika. V takih tovarnah in tovarnah se uporablja koordinatni merilni stroj (CMM), ki omogoča kontrolo procesov izdelave in predelave kosov, utorov, batnih elementov, potrošnih delov itd.
Načelo delovanja opreme

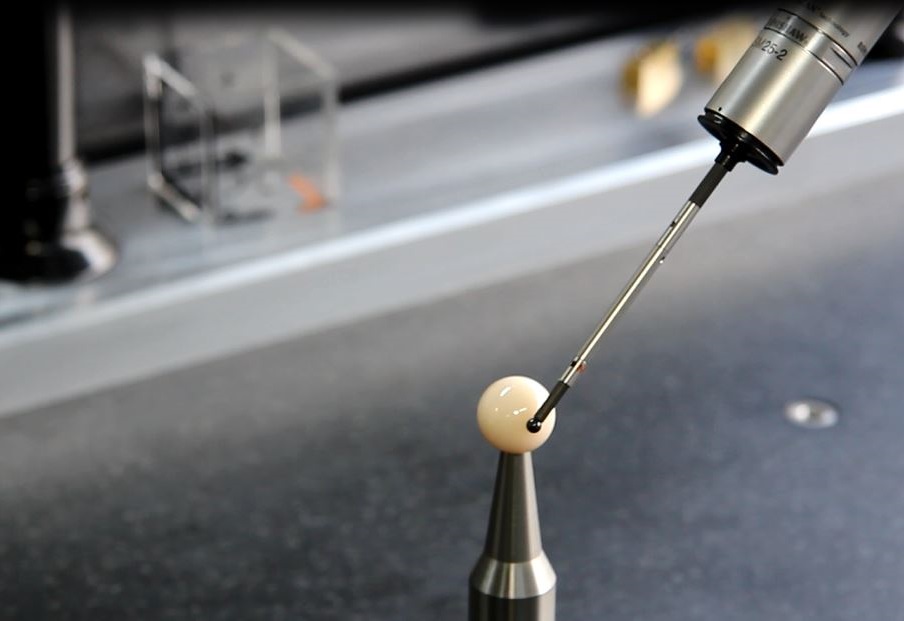
Celoten proces lahko razdelimo v dve fazi. Na prvi se oblikuje koordinatni model ali shema, v kateri se porazdelijo kontrolne točke. Število fiksnih ravnin se lahko razlikuje glede na vrsto opreme. Najenostavnejši modeli skenirajo objekt v sistemu, zgrajenem na osi X, Y, Z glede na osnovno točko. Bolj tehnološki 6-osni koordinatni merilni stroj je zgrajen na principu vzporedne kinematike. To pomeni, da upravljavec dobi dinamični model v obliki okrnjene piramide, v kateri je na premičnem nosilcu 6 merilnikov.
Druga faza vključuje neposredno branje informacij o geometrijskih parametrih obravnavanega predmeta. V ta namen uporabite sonde ali senzorje, ki pregledajo ciljni del. Obstajajo kontaktne in brezkontaktne vrste sond, v prvi vrsti interakcijo z delovno površino, slednje pa delujejo na principu valovnega sevanja. Tipični koordinatni merilni stroji v strojništvu običajno delujejo na piezoelektričnih senzorjih, ki jih je mogoče dopolniti z mehansko-električnimi kontaktorji. To je tradicionalna oprema za skeniranje, katere pomanjkljivosti vključujejo veliko napako zaradi razlike v sili dotika sonde. In tukaj je vredno omeniti obstoječe metode nadzora, ki se redno izboljšujejo.
Metode nadzora
V sistemih prve generacije smo uporabili predlogo-predlogo metode štetja geometrijskih podatkov, danes pa podjetja preidejo na brezvezen. Glavna razlika med temi metodami je v opuščanju fizičnih vzorcev in oblik, skozi katere se je izvajal nadzor. Novi moduli CMM uporabljajo elektronski model, ki na osnovi matematičnih izračunov zagotavlja tridimenzionalno »sliko«. Kakšna je prednost takšnega koordinatnega merilnega stroja? Prvič, poenotenje kompleksa podatkov, ki jih lahko uporabimo za druge izračune. Zbrane informacije se vnesejo v zbirko podatkov in avtomatsko posredujejo drugim kontrolnim območjem, ki sodelujejo pri preučevanju sosednjih delov. Tako se optimizira tako proizvodni proces kot tehnika visoke natančnosti vgradnje delov. Hkrati ima segment neplazemskih metod lastne tehnološke veje. Razlikovati je treba med holografskimi, optičnimi in fotogrametričnimi kontrolnimi metodami. Najbolj obetavna je laserska metoda skeniranja objekta.
Lastnosti laserske kontrole
Pravzaprav je digitalna metoda, ki jo odlikuje fleksibilnost pri oblikovanju modelov s podporo različnih vrst meritev - npr. Kotna in linearna. Med procesom skeniranja se laserski žarek oblikuje z difrakcijskim učinkom. Takšna kontrola se pogosteje uporablja pri izdelavi stebrov, prenosnih elementov, šasije itd. S pomočjo fotodetektorske naprave se izvede tudi neparalelni pregled parametrov izdelka. V tem primeru vam laserski koordinatni merilni stroj omogoča določitev velikosti lukenj, napak premikanja, vibracij in drugih značilnosti. V prihodnosti se bo na podlagi rezultatov diagnoze inženir odločil za uravnoteženje ali delno mehansko fino nastavitev enote. Merjenje obremenitve z lasersko avtorefleksijo. Ta tehnologija zajame kazalnike premika pod statično obremenitvijo na ciljno površino menjalnikov in gredi tehničnih sredstev.
CIM specifikacije

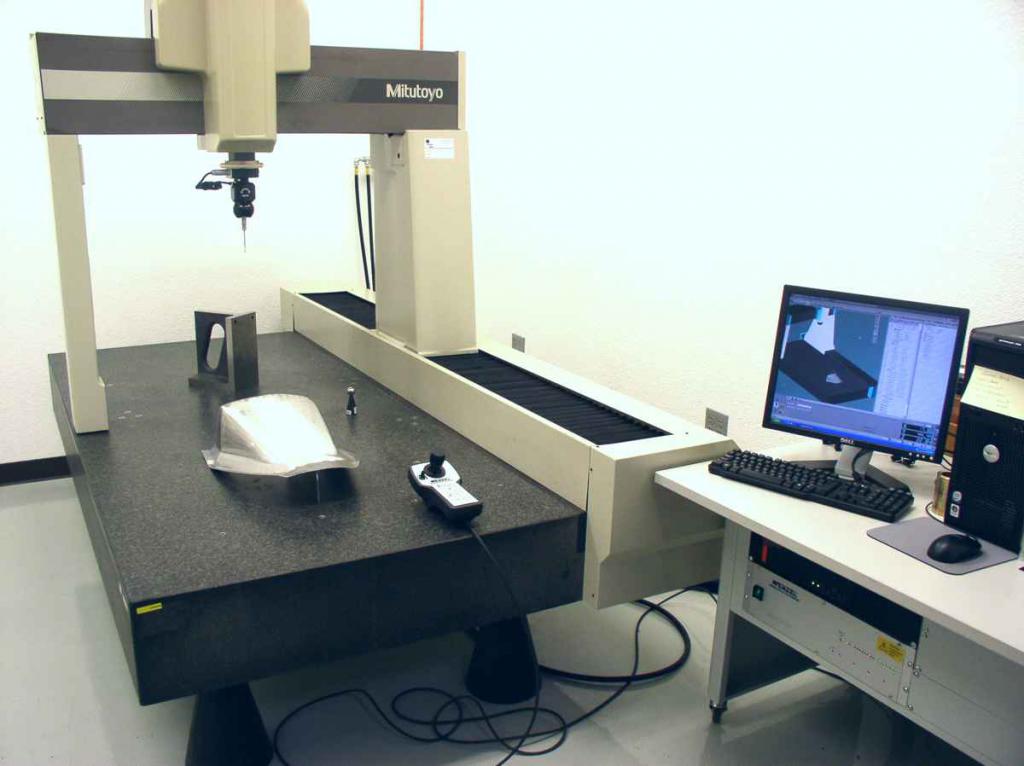
Takšni stroji po velikosti in obliki spominjajo na industrijske procesne enote, glavne značilnosti delovanja pa se odražajo v natančnejših merilnih in kontrolnih enotah ter tehničnih podatkih. Ti vključujejo naslednje parametre modela modela:
- Napaka merjenja - razpon od 0,1 do 0,1 mm.
- Premik sonde vzdolž osi - 700-1000 mm. Poleg tega se lahko v eni napravi razlikujejo značilnosti gibanja po različnih oseh.
- Največja dovoljena teža obdelovanca je industrijski koordinatni merilni stroj, ki lahko vzdržuje dele, ki tehtajo do 1000 kg.
- Moč - povprečno 1500 vatov.
- Napetost - 380 W s toleranco nihanja do 10%.
- Delovne temperature so 10-35 ° S.
Razvrščanje strojev po metodi nadzora

Modeli, ki uporabljajo moderno merilnih metod predvsem prek oddaljenih panelov. Izvaja se načelo programskega nadzora, na katerem je delo zgrajeno. merilnih instrumentov na CNC (numerično programiranje). Glavni del kontrolnih in merilnih sistemov danes deluje na kombiniranih shemah. To vključuje kombinacijo mehanskega in elektronskega krmiljenja z elementi avtomatizacije. Napredna oprema in zagotavlja vrsto istih sond z vzporedno delujočo proizvodno opremo, ki proizvaja povezane dele.
Uporabljena in tradicionalna konfiguracija ročnega upravljanja. V tem primeru se upravljavec koordinatnega merilnega stroja nahaja neposredno na krmilni liniji in komunicira z opremo s pomočjo posebne krmilne ročice. Ta model se uporablja v plazovo-predloge agregatov in postopoma postaja stvar preteklosti.
Konstrukcijska klasifikacija

Glede na pogoje delovanja in naloge obdelave se lahko uporabijo horizontalni, vertikalni in mostni tipi CMM. V prvi izvedbi je zaradi togosti konstrukcije zagotovljena visoka natančnost. Operater v tem primeru dobi možnost neposrednega dostopa do notranje strukture ciljnega objekta. V praksi se pri vzdrževanju majhnih delov pogosto uporabljajo horizontalne naprave. Vertikalni koordinatni merilni stroji veljajo za najbolj točne, zato se uporabljajo v odgovornih meroslovnih študijah. Ampak, za uporabo takšne opreme bo zahtevala nadzor temperature v trgovini, kot tudi visoke stroške vzdrževanja sistema. Za mostne stroje, zahvaljujoč odporni opremi, omogočajo delo z izdelki velikega formata.
Mobilni in stacionarni CMM

V glavnem se uporabljajo stacionarni stroji na tekočih trakovih, osredotočeni na specifične naloge vzdrževanja obdelovancev z določenimi parametri. Toda pri predelavi unikatnih velikih kosov se lahko zahteva inšpekcijski pregled na kraju samem. V tem primeru bo potreben prenosni koordinatni merilni stroj, opremljen z večosnimi krmilnimi telesi. Več funkcionalnih rokavov z občutljivimi senzorji analizira predmet na daljavo, pošiljanje podatkov na računalnik ali drugo napravo za obdelavo podatkov.
KIM aplikacija
V strojegradnji, letalstvu, metalurških in drugih podjetjih so potrebni krmilni in merilni sistemi v različnih izvedbah. V majhnih tovarnah in delavnicah se na primer pogosto uporabljajo kompaktne ročne enote. Natančen nadzor v tem primeru omogoča izdelavo ekskluzivnih majhnih delov s pravilno geometrijo. V kompleksnih tehnoloških procesih se uporaba koordinatnih merilnih naprav upravičuje kot način združevanja več faz proizvodnje. Na primer, kontrolno vozlišče lahko deluje kot center za zbiranje informacij o vseh delih in podrobnostih konstrukcije ali končnega tehničnega orodja, ki zmanjšuje tveganje za napake.
Zaključek
Uvedba KIM v proizvodni proces je že dolgo pokazatelj sodobnega pristopa k dejavnostim podjetja. Zavračanje zastarelih pristopov k nadzoru elementov in dodatkov z uporabo predlog omogoča povečanje kakovosti izdelave in tehnološke učinkovitosti delovnega območja. Hkrati pa nova generacija merilnih instrumentov za kontrolo geometrijskih parametrov, ki se redno izboljšujejo v različnih pogledih. Tako lahko napredno smer razvoja imenujemo brezkontaktni laserski skenerji, za katere je značilna enostavnost uporabe in visoka natančnost analize. Edina pomanjkljivost tovrstnih progresivnih sistemov so visoki stroški in visoki stroški vzdrževanja. Na tej stopnji so laserski modeli koordinatnih merilnih sistemov na voljo samo velikim industrijskim kompleksom in tudi raziskovalnim centrom.