Spajkalna pasta: kako uporabljati? DIY pasta za spajkanje
Vsaka vrsta elektronske tehnologije je kombinacija tiskanih vezij in vezij, brez katerih je delovanje elektronike nemogoče. Trdnost in zanesljivost spajkalnih spojev na teh površinah sta odvisna ne le od strokovnosti delavca, uporabnosti stroja, ampak tudi od snovi, ki se uporablja za spajkanje, upoštevanja pravil delovanja in pogojev skladiščenja.
Splošne informacije
Spajkalna pasta je pastozna masa, ki je sestavljena iz več majhnih delcev sferičnega spajka, toka in različnih dodatkov. Zakaj je to potrebno in kaj storiti z njim?

Spajkalne paste uporabljamo za površinsko montažo elektronskih komponent s spajkanjem na tiskana vezja, hibridna integrirana vezja, keramične podlage. Po nanosu na površino sestava ostane aktivna nekaj ur. Področje uporabe - industrija.
Kaj bi moralo biti
Spajkalna pasta mora izpolnjevati nekatere zahteve:
- ne oksidirajo;
- ne razpadejo hitro v plasti;
- ohranjanje lastnosti viskoznosti in lepljivosti;
- pustite samo odpadke po spajkanju;
- Ne izpostavljajte pljuskanju, kadar ste izpostavljeni viru toplote visoke koncentracije;
- s tehničnega vidika ne vplivajo negativno na odbor;
- podlegajo tradicionalnim topilom.
Značilnosti
Oblika in dimenzije spajkalnih delcev
Značilnosti delcev za spajkanje določajo, kako se pasta za spajkanje nanese na površino. Spojine z majhnimi delci so veliko manj nagnjene k oksidaciji. Poleg tega, če ima snov za spajkanje velike delce nepravilne oblike, grozi, da bo blokirala šablono, zato se bo postopek uporabe poškodoval.
Delež kovine v sestavi
Ta indikator določa debelino staljenega spajka, od katerega je odvisna stopnja obarjanja in širjenja snovi za spajkanje. Debelina spojine po reflowu je neposredno sorazmerna s specifično težo kovine v pasti: večji je njen odstotek, večja je debelina spojine po taljenju spajkalne paste. Izbira načina uporabe je odvisna tudi od koncentracije kovine. Torej, če je pasta za spajkanje vsebovana v količini 80%, jo je treba uporabiti v postopku šablone, če je 90% - z odmerjanjem.
Vrsta toka v pasti
Vpliva na stopnjo aktivnosti snovi, na prisotnost potrebe po pranju. Glede na metodo odstranjevanja ostankov fluksa obstajajo tri skupine tokov:
- Rosin. Glavna sestavina je prečiščena naravna smola, ki se pridobiva iz borovega lesa. Kolofonija je razdeljena na neaktivirane, srednje aktivirane in aktivirane rahlo korozivne. Za prve so značilni minimalni kazalniki aktivnosti, slednji so precej enostavni za čiščenje, zagotavljajo dobro omočitev in pretočnost spajkanja, druge pa so označeni z najvišjimi kazalniki aktivnosti in nizkim povpraševanjem.
- Pralna voda. Vsebujejo organske kisline. Uporaba aktivnega toka, opranega z vodo, je jamstvo za dober rezultat spajkanja, medtem ko obstaja potreba po pranju z deionizirano vodo s temperaturo 55-65 stopinj.
- Oprana. Ne potrebujete pranja. Narejen na osnovi smol naravnih in sintetičnih tipov. Specifična teža smole v sestavi takšnih tokov znaša 35-45%. Prikazujejo povprečno aktivnost, njihovi ostanki po spajkanju niso jedki in prevodni, koncentracija trdnih usedlin pa lahko doseže največ 2%.
Lastnosti

Viskoznost
To ni nič drugega kot gostota spajkalne paste. Pasta ima sposobnost spreminjanja stopnje svoje viskoznosti pod vplivom tipa mehanske obremenitve. Določimo jo lahko s posebnimi napravami: viskozimetri Brookfield in Malcolm. Ta kazalnik je praviloma označen z metodo označevanja.
Osnutek
Spajkalne paste imajo sposobnost rasti v velikosti, potem ko je odtis nanesen na površino. Obravnavani kazalnik bi moral biti na nizki ravni, saj znatno povečanje velikosti odtisa spajkalne paste povzroči premostitev.
Čas za shranjevanje lastnosti
To se odraža v takih kazalnikih, kot je najdaljši čas zadrževanja snovi na šabloni pred nanosom ali po nanosu, kar ne povzroči razgradnje lastnosti. V večini primerov je vrednost prvega parametra v 8-48 urah, druga pa 72 ur. Te številke proizvajalec zabeleži na embalaži. Določite ga lahko kot en parameter (enega od obeh) ali oboje.
Lepljivost
Opozarja na sposobnost spajkalne paste, da ohrani SMD komponente po namestitvi na površino in pred postopkom spajkanja. Stopnja lepljivosti kaže na "sposobnost preživetja" paste in določa njen rok uporabnosti. Izračuna se z izvajanjem posebnega testa, ki uporablja tradicionalni preizkuševalnik, ki lahko meri silo, potrebno za premik elementa določenih parametrov teže iz območja pastoznih snovi različnih velikosti.
Prisotnost zmožnosti lepljenja in njena raven je odvisna od vrste spajkalne paste. V povprečju je retencijski čas v razponu od 4 do 8 ur, maksimalna hitrost, ki je značilna za številne paste, pa lahko doseže 24 ur ali več.
Spajkalna pasta: kako uporabljati
Operativna pravila lahko razdelimo na tri bloke:
1. Splošni pogoji uporabe:
- prostor, kjer se opravi spajkanje, mora biti čist, ne sme biti vir ali mesto koncentracije prahu ali drugih onesnaževalcev;
- za osebno zaščito zaščitna očala za oči in rokavice za roke;
- za pranje že nanesene paste s površine plošče za nanašanje izopropil alkohol ali drugih topil.
2. Pred odpiranjem embalaže:
- postavite pasto v prostor, v katerem je temperatura v območju 22-28 stopinj, in vlažnost - 30-60%;
- pred odpiranjem embalaže pasto ohranjamo pri sobni temperaturi vsaj nekaj ur, pri čemer se strogo prepove uporaba umetnih metod segrevanja snovi;
- Med delovanjem je treba spajkalno sredstvo redno mešati.
3. Po odprtju embalaže:
- nanesemo približno 2/3 celotne količine spajkalnega sredstva na zaslonsko tkanino;
- Glede na hitrost proizvodnega postopka, ko se uporabi uporabljena pasta, je treba preostalo spajkalno snov dodati v majhnih porcijah;
- Če je tiskarska dela zaključena, in spajkalna pasta za površinsko montažo ostane, v nobenem primeru ne sme biti mešana z novo, ampak mora biti shranjena v ločeni posodi v hladilni opremi;
- pri spajkanju ne več, Če jih želite nadaljevati, lahko uporabite tako začeto pasto za spajkanje kot novo, glavni pogoj je mešanje predhodno odprte paste v razmerju 1: 2 z novo in temeljito premešamo, da dobimo homogeno maso;
- montažne komponente vezje pravzaprav bi ga bilo treba izdelati čim hitreje, z enako pospešeno hitrostjo, potem pa je treba pozneje izginiti;
- v primeru prisilnega premora pri delu, ki presega 60 minut, je treba ostanke spajkalne paste (to je pasta, ki je bila nanesena na šablono, vendar ne v celoti uporabljena) odstraniti v posebno posodo in tesno zaprti;
- da bi dobili visoko kakovosten sitotisk, je priporočljivo, da matrico očistite vsakih 40-45 minut.

Metode uporabe
Spajkalne paste lahko nanašamo na dva načina: kapljico in zaslon. Prvi temelji na uporabi razpršilnikov, drugi pa na uporabi zaslonskih tiskalnikov.
Kaplestruyny metoda
Dispensing tiskanje je metoda nanašanja spajkalne snovi s »streljanjem« na praktično sobno temperaturo (približno 30 stopinj) od kartuše skozi izmetalo na tiskano vezje natančno na mestu, kjer je treba nanesti pasto, na osnovi tiskanega vezja. Vložek je v stalnem gibanju, sledi ordinati in abscisi preko površine tiskanega vezja. Odvisno od pravilnosti nanašanja spajkalne plasti. Kartuša se ustavi točno tam, kjer je potrebna, in točno takrat, ko je to potrebno, zahvaljujoč pravilno delujočemu pogonskemu sistemu. Doma ni mogoče uporabiti ejektorja in kartuše, ampak drugo dozirno pasto za spajkanje - brizgo.
Metoda šablone
Največja priljubljenost je, da se na spajkalno površino nanese pasta s prešanjem skozi odprtine v matrici s posebno oblikovanim orodjem - otiralnikom. V tem primeru se otiralnik giblje po površini šablone v vodoravnem položaju.
Navodila po korakih z metodo šablone:
- Korak 1. Pritrdite spajkalno površino (ploščo) v delovni prostor.
- 2. Z absolutno natančnostjo združite spajkalno ploščo in šablono.
- Korak 3. Stisnite ali nanesite potrebno količino spajkalne paste na zaslon.
- Korak 4. Nanesite pasto skozi šablono s pomočjo strgala.
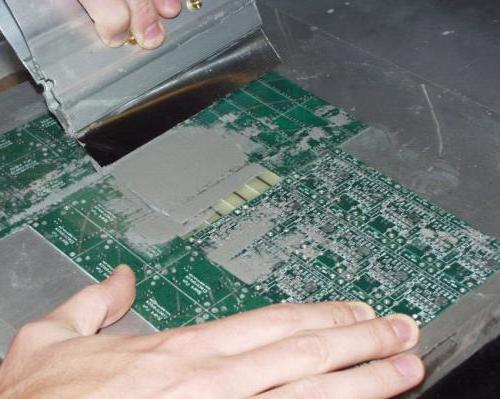
- Korak 5. Preverite kakovostne lastnosti spajkalnega sredstva.
- 6. Odstranite površino spajkanja.
- Korak 7. Očistite šablono.
Pogoji skladiščenja
Spajkasta pasta zahteva ne le skladnost s pravili delovanja, temveč tudi posebne pogoje shranjevanja, med katerimi so najpomembnejši:
- temperatura prostora, v katerem je snov shranjena, ne sme presegati 25 ° C;
- temperaturno območje shranjevanja paste je odvisno od proizvajalca in je lahko v območju 4-10 ° C;
- rok uporabnosti paste pri skladiščenju v priporočenih pogojih za pripravke s pralnimi sredstvi, ki se lahko spirajo z vodo, je 3-6 mesecev, z neizbrisnimi - 6-12 mesecev;
- spajkanje s spajkalno pasto izvesti v prostoru, kjer kazalnik relativne vlažnosti ustreza 60–80%.
- začetne paste se smejo hraniti največ 12 ur;
- da bi se zmanjšala stopnja degradacije, ki je ostala od prejšnjega postopka spajkanja, se lahko pasta uporablja v novih postopkih spajkanja, vendar le z dodatkom novega;
- Banke, kartuše in brizge s spajkalnim sredstvom je treba shranjevati le v navpičnem položaju, pri čemer se brizga konča navzdol, da se prepreči možnost ločevanja.
Temperaturni pogoji
Spajkalne paste so občutljive na precej nizke in visoke temperature. Glede na to, da osnova vsebuje dva materiala različne gostote (pretok in spajkanje), se šteje, da je mogoče naravno razdeliti tok in druge sestavine spajkalne snovi, kot tudi pojavljanje tankega sloja toka nad površino. Prisotnost paste pod vplivom visokih temperatur za dolgo časa vodi do pomembnega ločevanja toka in preostale paste, kar povzroča nastanek debele površinske plasti toka. Kakšen je rezultat? In se izkaže, da spajkalna pasta izgubi svoje lastnosti, in zato je nanos na površino poškodovan. Temperaturno območje, ki je višje od 30 ° C in sploh povzroča kemično razgradnjo spajkalne snovi.
Pri izpostavljenosti nizkim temperaturam pasta izgubi sposobnost omočenja, saj se aktivatorji toka delno ali popolnoma oborijo. Sestava nekaterih proizvajalcev se lahko še vedno hrani pri temperaturi od –20 do + 5 ° C.
Izpostavljenost vlagi
Najbolj škodljivi učinki na pasto za spajkanje niso nizke in visoke temperature, temveč vlaga. Če je raven vlage povišana, začnejo spajkalne kroglice, ki so v sestavi paste, hitro oksidirati, kar vodi do izgube aktivatorjev toka, da bi očistili žoge, in ne na površinah, ki jih je treba zaliti, kot bi moralo biti. Ko vstopi vlaga, se oblikujejo namazi za pasto, oblikujejo se skakalci in spajkalne kroglice, razpršuje se fluks / spajka, elektronske komponente pa se med postopkom spajkanja premaknejo, retencijski čas elektronskih komponent pa se zmanjša.
Lahko naredim doma

Ali lahko DIY pasta za spajkanje ustvarite doma? Seveda, ja!
Recept 1
Sestavine: palmovo olje, amonijev klorid (5-10%), anilin hidroklorid.
Priprava: amonijev klorid in anilin hidroklorid zmešata z oljem palmovih jedrc, da dobimo homogeno pastasto maso.
Recept 2
Sestavine: rastlinsko olje (100 g), goveji loj (300 g), naravna kolofonija (500 g), amonijev klorid (100 g).
Način priprave: olje, maščoba in kolofonija se raztopijo v široki porcelanasti posodi v vodni kopeli. Pound amonijev prašek in dodajte v mešanico. Dobro premešamo, da naredimo pasto.
Recept 3
Sestavine: amonijev klorid (100 g), mineralno olje (900 g)
Način priprave: poravnajte sestavine iz porcelana v malto. Shranjujte v zaprti stekleni posodi.