Praškasta žica za polavtomatsko: značilnosti aplikacije, lastnosti, cena
Sodobni varilni postopki se izvajajo z različnimi možnostmi. Najbolj priljubljena je bila elektroobločno varjenje (MMA) in polavtomatsko varjenje (MIG / MAG) v zaščitnem okolju, ki ga ustvarjajo inertni plini.
Kljub udobju dela kot polavtomatska, ta metoda nima dovolj mobilnosti. Močna plinska jeklenka se veže na stalno delovno mesto. Uporaba polnjene žice za polavtomatske naprave bo pomagala rešiti ta problem.
Delo s polavtomatsko napravo
Polavtomatski varilni stroji so že dolgo prenehali biti tehnična novost. Preselili so se iz poklicnega okolja v dom. Priljubljenost naprav MIG in MAG je posledica dejstva, da so zahteve za spretnosti varilca minimalne za delo z njimi. Če poznate pravilne nastavitve trenutne moči in hitrosti podajanja žice, je enostavno dobiti kakovostno povezavo.
Ad
Polprofesionalne naprave so poceni v primerjavi s profesionalnimi in so na voljo za tiste, ki želijo popraviti ročno. Vendar pa obstaja pomanjkljivost, ki zmanjšuje uporabo teh naprav - težka jeklenka s plinom.

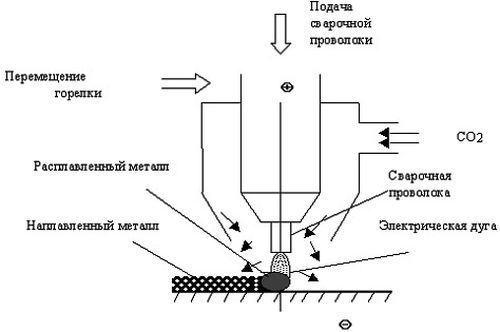
Postopek varjenja poteka v zaščitnem okolju. Uporablja inertne pline: argon, helij, ogljikov dioksid. Njihova izbira odvisnosti od spojenih kovin. Najpogosteje so varjena konstrukcijska jekla. Za njih se uporablja ogljikov dioksid. Črpajo se pod tlakom 55 atm. v balonu, ki tehta več kot 60 kg. Zato ima ta vrsta varjenja več pomanjkljivosti:
- Potreba po periodičnem polnjenju jeklenk. Bencinske črpalke se ne nahajajo v vsaki vasi.
- Nizka mobilnost. Za transport plinskih jeklenk je potrebna konstrukcija posebne naprave.
- Vsakih nekaj let je potreben ponovni pregled jeklenke, ki povzroča časovne in finančne stroške.
Varjenje z žico brez ogljikovega dioksida je možno, vendar bo kakovost povezave zelo nizka. Pri delu pri nizkih tokovih se bo žica držala na površini, ker bo varilni oblok nestabilen. Pri visokih tokovih bo varilni bazen pršil in šiv bo porozen.
Ad
Najdemo izhod: pritrditi prašni tok znotraj varilne žice za polavtomatsko napravo, ki se topi, da se ustvari zaščitno okolje. Takšna žica se po zunanjih parametrih ne razlikuje od običajne in je primerna za delo z vlečnim mehanizmom aparata.

Prednosti polnjene žice
Kdaj naj za polavtomatski stroj preklopim na varjenje s polnjeno žico? Pri majhnih količinah dela, kot tudi če se naprava občasno uporablja, ni potrebe po nakupu plinske jeklenke. Zaščitna sestava fluksa bo uspešno nadomestila ogljikov dioksid. Odsotnost plinske opreme bo omogočila uporabo aparata MIG in MAG na vseh delovnih mestih, kjer so bili zaradi svoje mobilnosti prej uporabljeni pretvorniki MMA.

Varjenje s polavtomatsko žico za prah zagotavlja naslednje prednosti:
- Pomanjkanje dodatne opreme: cevi, menjalniki, valji. Vse to omejuje svobodo delovanja varilca.
- Uporaba posebnih tokov, ki vam omogočajo, da ustvarite žico za varjenje strukturnih, legiranih jekel, kot tudi litega železa.
- Višja zmogljivost v primerjavi z varjenjem z elektrodnim oblokom.
Slabosti
Sprva so bile naprave MIG in MAG zasnovane za delo v povezavi s plinsko opremo. Poznejša žica za polavtomatsko napravo se je pojavila kasneje. Čas za izdelavo tehnologije je bil manj, zato ima nekaj slabosti:
Ad
- Krhkost materiala. Žica je dolga tankostenska cev, napolnjena s fluksom in valjana v tuljavo. Zato je pri delu z njo potrebno izogibati se manipulacijam z zavojem varilnega tulca.
- Prisotnost žlindre na površini zvara.
- Vara za varjenje ni vidna med delovanjem zaradi plasti staljenega toka. Težje je nadzorovati kakovost povezave.
- Težko je variti dele debeline manj kot 1,5 mm.
- Višji stroški. Cena polnjene žice za polavtomatsko napravo je več kot trikrat višja od cene običajne in se začne od 700 rubljev. Če upoštevamo, da je poraba polnjene žice večja, potem je ekonomska korist na strani tradicionalnih materialov.
- Načini varjenja (jakost toka, pomik, polarnost) so odvisni od vrste pretoka v žici.
Oblika in sestava žice
Da bi polavtomatska polnjena žica zdržala obremenitev krmilnega mehanizma, ima njegov presek več vrst:
- preprost krog;
- z notranjimi zavoji;
- večplastna.
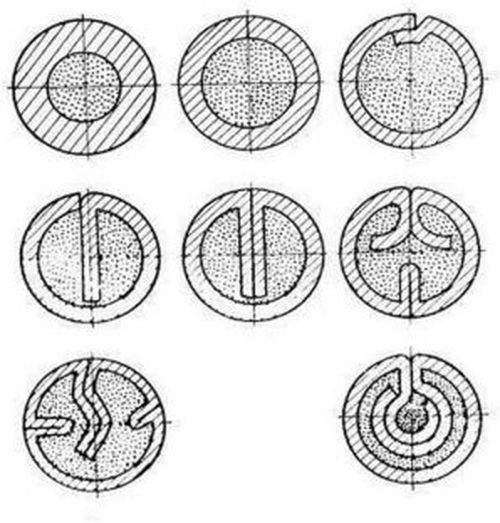
Notranja votlina je napolnjena s fluksom, sestavljenim iz več snovi:
- Komponente, ki tvorijo žlindre. Ko se stopijo, tvorijo tekoči zaščitni medij, ki varuje bazen od vdora kisika v njega. Narejene so iz drobljene krede, manganove rude, kremenovega peska.
- Dodatki za zlitine Glede na to, kateri material je žica namenjena varjenju, ji dodamo kobalt, krom, mangan in molibden.
- Rutil Minerali, ki vsebujejo titan. Ne uporablja se povsod. Samo v žici za varjenje jekel iz silicija-mangana, nizko legiranih in visoko trdnih jekel.
- Komponente za stabilizacijo loka.
Kako preveriti kakovost žice
Za polavtomatsko napravo brez plina mora polnjena žica izpolnjevati naslednje zahteve:
Ad
- Možnost varjenja v kateremkoli prostorskem položaju brez kapljanja navzdol žlindre.
- Visokokakovostni šiv z minimalno poroznostjo. Pomanjkanje razpok in pomanjkanje penetracije.
- Stabilno gorenje električnega obloka brez brizganja staljene kovine.
- Enostavno ločevanje žlindre po ohlajanju zvara.
Pri tem se upoštevajo te zahteve. Obstajajo dodatne metode nadzora kakovosti, ki se lahko preverijo v laboratoriju: rentgenski pregled zvara in njegov natezni preskus.
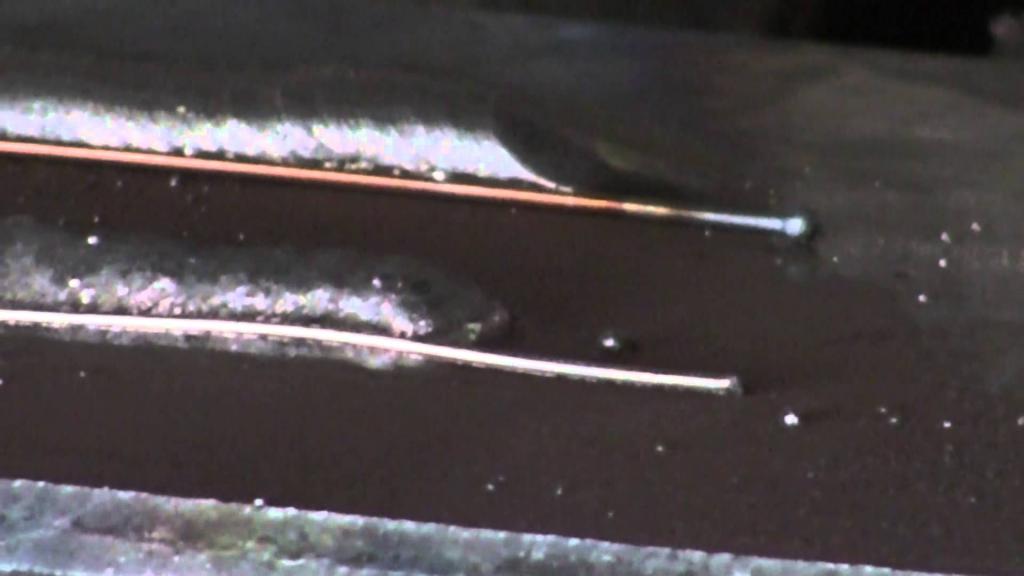
Delo s polavtomatsko
V okolju z ogljikovim dioksidom je enostavneje kuhati polavtomatsko napravo kot prah. Druga možnost je podobna varjenju elektrod v premazu. Tukaj morate tudi vizualno spremljati staljeno žlindro in kovino ter ju ločiti drug od drugega. Poleg tega moramo paziti, da žlindra ni presegla meja loka. V nasprotnem primeru se bo razširila pred šobo aparata in preprečila vretje podlage.
Ad
Kljub temu, da ima polnjena žica profil, ki ga krepi, je še vedno manj trpežen kot jeklena žica. Zato ga je treba uporabljati v varilnih strojih, ki omogočajo prilagoditev pritisne sile podajalnega valja. Poleg tega so v polavtomatski opremljeni tudi posebni valji s utorom za ta potrošni material.
Kako dobiti kakovosten šiv
Premer standardne polnjene žice za polavtomatsko 0,8 mm. Za njegovo uporabo v vertikalnem in nadzemnem položaju so potrebne višje kvalifikacije kot pri varjenju z ogljikovim dioksidom. To je posledica dejstva, da za taljenje fluksa potrebujemo višjo temperaturo oziroma da kovina v zvaru pridobi večjo fluidnost in nagnjenost k uhajanju iz varilnega bazena. Poleg tega se staljeni tok pretaka navzdol. Zato imajo lahko stropni in navpični šivi pore in nepopolna penetracija.
Pri delu s talilno žico pride do močnega brizganja. Da konica varilne pištole ni stalno zamašena z žlindro in staljeno kovino, jo je treba občasno obdelati s silikonskim razpršilom.
Začetniki je težko narediti lep gladek šiv. Da bi olajšali delo, morate spremeniti polariteto v obratni smeri. To pomeni, da imetniku varjenja da minus in plus maso. Na sodobnih polavtomatskih napravah je terminal z žico, ki omogoča ročno spreminjanje polarnosti.
Sklepi
Za zaključek lahko rečemo, da je glavna pomanjkljivost tega potrošnega materiala cena. Polnjena žica za polavtomatsko polnjenje brez plina je dobra, kadar je potrebna mobilnost ali dajanje posebnih lastnosti varilnemu šavu. Če pa je obseg dela velik, potem je uporaba bakrene žice v ogljikovem dioksidu izven konkurence.