Kako spajati polipropilenske cevi pravilno naredite sami. Temperatura spajkanja in aparati za spajkanje polipropilenskih cevi
Namestitev polipropilenskih cevi je težaven proces, ki zahteva določene izkušnje in posebna orodja. To delo lahko opravite samostojno, če poznate tehnologijo in osnovne zahteve. Poleg pravilne izbire materialne proizvodnje je treba rešiti tudi problem, kako spajati polipropilenske cevi. Za to morate izvedeti več o njihovih lastnostih.
Tehnološke lastnosti PP cevi
Za izdelavo polipropilenskih (PP) cevi uporabite posebna zrnca PPRC. So produkt polimerizacije propilena in etilena, kjer se vsaka komponenta doda v določenem razmerju. Kot rezultat naknadne obdelave z ekstruzijo dobimo visoko kakovostne polimerne izdelke.

Temperatura spajkanja polipropilenskih cevi je neposredno določena z materialom za proizvodnjo. Zato je pomembno poznati njegove fizikalne lastnosti. Odvisne so od vrste uporabljenega polimera. Za oskrbo s toplo in hladno vodo je priporočljivo uporabljati izdelke z oznako PPR. Imajo naslednje parametre:
- Temperaturno stanje dela - od -10 ° C do + 90 ° S.
- Taljenje površine poteka, ko se ogrevanje dvigne na 149 ° C.
- Nominalni tlak - od 1,5 do 2,5 MPa.
Spajkanje polipropilenskih cevi z lastnimi rokami se izvaja ob upoštevanju izbrane vrste izdelka. Določa izbiro tehnologije in začasne načine izpostavljenosti. visoke temperature. Zato morate skrbno pregledati vrste in namen PP cevi.
Izbira kakovostnih izdelkov
Glede na operativne parametre bodočega sistema morate izbrati določeno vrsto cevi. Obstaja razvrstitev, ki bo pomagala pri reševanju tega vprašanja.
Za polaganje hladne vode se priporoča uporaba cevi PN16. Zanje je značilna relativno tanka stena in maksimalna delovna temperatura do + 40 ° C. Če je ta indikator presežen, pride do deformacije izdelka, kar bo povzročilo izgubo tesnosti.
Univerzalni izdelki so označeni s simbolom PN20. Sposobni so vzdržati kratkotrajno izpostavljenost temperaturam do 95 ° C in so zasnovani za nazivni notranji tlak 2 MPa.
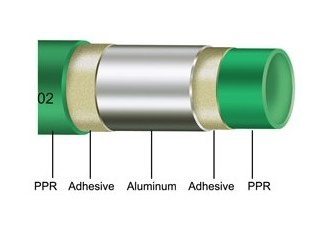
Kako spajati polipropilenske cevi za ogrevanje? Za to je priporočljivo izbrati modele PN25. V njihovi konstrukciji je na voljo zaščitni ovoj (izdelan iz aluminija ali steklenih vlaken), ki preprečuje deformacijo izdelka pri visokih temperaturah.
Orodja in materiali
Ko ste se odločili za vrsto cevi, morate izbrati najboljšo opremo. Spajkanje polipropilenskih cevi z lastnimi rokami poteka po difuzijski metodi - pod vplivom temperature se oblikujejo deli izdelka, ki se topijo. Po njihovem povezovanju pride do medsebojne difuzije - taljenja. Zaradi tega se oblikuje tesen spoj.

Za praktično uporabo te naprave se uporablja za spajkanje polipropilenskih cevi. Gre za grelno zrcalo, na katerega so pritrjene šobe, ki ogrevajo površino cevi ali fitinga. Razlikujejo se po naslednjih parametrih:
- Taljenje zunanje (cevi) ali notranje površine (pritrditev).
- Premer (zunanji ali notranji). Za polaganje vodovodnega sistema v hiši ali stanovanju se običajno uporabljajo cevi prečnega prereza 16, 20, 25 in 32 mm.
Nastavitev temperature poteka s posebnim kontrolne enote ki se običajno nahaja na zadnji strani orodja. Ogrevalno območje površine ogledala je odvisno od premera cevi in je lahko od 220 do 300 ° C. Optimalna moč orodja mora biti približno 800 vatov.
Poleg spajkalnika boste potrebovali tudi posebne škarje za rezanje. Zagotovili bodo gladko rezano rob, pri kateri bo njegova ravnina strogo pravokotna na vektor dolžine izdelka. Za označevanje potrebujete tudi svinčnik, tračni merilnik in ravni stavbe. Za obdelavo ojačanih delov potrebujete brivnik - odstranjuje tanek površinski sloj. Čista krpa odstrani umazanijo in prah s površine, ki bo spajana.
Opis tehnologije
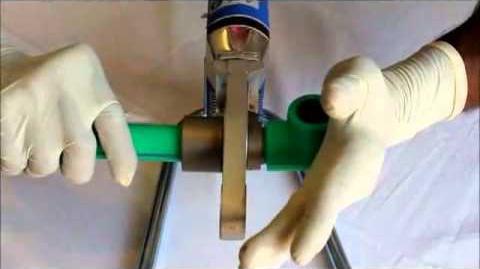
Za povezavo oblikovanih polipropilenskih cevi se uporablja metoda zvonastih spajk. V ta namen se uporabljajo posebne armature različnih konfiguracij. Z uporabo spajkalnika se hkrati segreva zunanja površina cevi in notranjost armature. Po določenem času se odstranijo iz šob in se medsebojno zasidrajo.

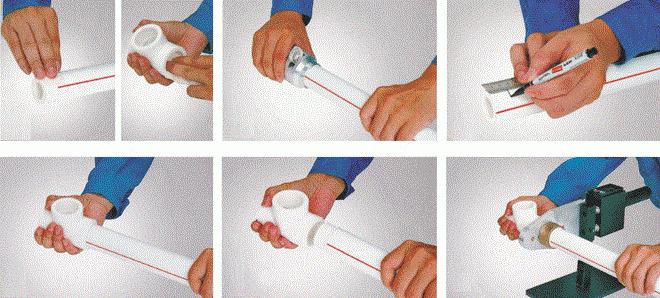
Pred spajkanjem polipropilenskih cevi navodilo priporoča izvedbo pravilnega rezanja. Če želite to narediti, uporabite posebne škarje za cevi s široko podlago. Z njihovo pomočjo lahko naredite najbolj natančen rez z gladkim robom.
Naslednja faza dela - risanje oznake. Najprej se izmeri globina obdelane površine. V ta namen se meri vdolbina za povezovanje. Nato površino cevi označite s svinčnikom ali markerjem.
Z vklopom spajkalnika nastavite optimalno temperaturo ogrevanja. Običajno naj bo 220-250 ° C. Predhodno nameščena na zrcalne šobe, ki ustrezajo velikosti priključka in cevi. Vsak polipropilenski izdelek mora biti relativno prost, da lahko vstopi v ogrevane šobe. Morda bo prišlo do majhnega napora. Ko je cev globoko poglobljena in se prilega na želeno oznako, je treba počakati, da se površina tali. Če želite to narediti, uporabite standardno začasno tabelo, ki bo obravnavana spodaj.
Povezava delov mora potekati z malo napora. Elementov je nemogoče obrniti ali močno pritisniti. To lahko privede do deformacij in nepravilnega položaja glede na preostalo linijo.
Temperaturni pogoji
Kako spajati polipropilenske cevi pravilno, upoštevajoč vse tehnološke parametre? V ta namen se morate seznaniti s temperaturnimi režimi glede na premer izdelkov. Spajkalnik za spajkanje polipropilenskih cevi mora določen čas vplivati na površino priključenih izdelkov.
Zunanji premer, mm | Trajanje ogrevanja, z | Trajanje tekme, z | Čas hlajenja, min. |
16 | 5 | 4 | 2 |
20 | 5 | 4 | 2 |
25 | 7 | 4 | 2 |
32 | 8 | 6 | 4 |
40 | 12 | 6 | 4 |
Ob upoštevanju teh časovnih intervalov je mogoče doseči optimalno kakovost povezave. Vendar je treba upoštevati temperaturo okolice - ne sme biti višja od + 23 ° C z normalno zračno vlago v prostoru.
Pripravljalna dela
Pred spajanjem polipropilenskih cevi je potrebno izvesti številna pripravljalna dela. To je potrebno zaradi varnosti pri delu z električno opremo. Tudi pomemben dejavnik je ustvarjanje udobnega delovnega mesta.

Ne glede na to, kje bo izvedeno spajkanje (ulica ali prostor), morate odstraniti vse tujke. Kot zaščitna oprema uporabljamo bombažne rokavice, posebna očala in respirator. Slednje je potrebno pri delu v zaprtih prostorih - med segrevanjem se sproščajo hlapi, ki pri visokih koncentracijah škodujejo telesu.
Spajkanje s hladno vodo
Za oskrbo s hladno vodo je možno montirati avtoceste iz PP cevi PN16. Za to potrebujete zgornji nabor orodij in materialov. Hladna voda je ena od najpreprostejših, saj uporablja neojačane izdelke. Zato je mogoče to storiti brez predhodne obdelave površine.
Kako spajati polipropilenske cevi, če so tanke stene? V ta namen je treba strogo upoštevati temperaturni način delovanja ogrevalnega zrcala. Priporočljivo je, da se čas ogrevanja prepolovi, da se celoten izdelek ne deformira v celoti. Tlačna sila se mora uporabiti malo, saj bo čezmerni mehanski tlak ustvaril več prekrivanja na mestu priključitve elementov. Temperaturo spajkanja polipropilenskih cevi je treba nastaviti na minimum. Najbolje je, da izvedete testne povezave, pri čemer določite optimalni način ogrevanja.
Spajkalne cevi za vročo vodo
Med načrtovanjem omrežne tople vode iz polipropilena je treba upoštevati temperaturno širitev materiala. Odvisno je od premera izdelka.
Pri izpostavljenosti vodi z visoko temperaturo se poveča dolžina posameznih odsekov avtoceste. Da bi se izognili ustvarjanju napetosti na površini cevovoda, je potrebno izvesti kompenzacijske pipe. To so u-oblikovani odseki cevovoda, ki bodo pri raztezanju polipropilena rahlo upognjeni, kar je naravno za polimerne izdelke.
Kako spajati ojačane polipropilenske cevi, upoštevajoč tehnologijo njihove povezave? V ta namen z brivnikom odstranite majhno plast s površine izdelka. Posledično se med ogrevanjem kompenzira dodatna ekspanzija debeline.
Popravilo varjenja
V redkih primerih morate popraviti delujoč vodovod. Razlog za to so lahko: mehanske poškodbe, neskladnost cevi z delovnimi pogoji ali neskladnost z varilno tehniko med vgradnjo.
Najprej morate izklopiti vodo in odstraniti tekočino iz linije. Nato s posebnimi škarjami izrežemo pokvarjeno območje. Za namestitev novih uporabimo zgoraj navedeno tehnologijo. Edina razlika je obvezno odtekanje robov cevi in odstranjevanje umazanije.
Zavarujte sedla
Za postavitev novih podružnic v obstoječem plinovodu bi bila najboljša možnost namestiti tako imenovana sedla. To so posebna oprema, ki je privarjena na površino predhodno obdelane linije.

Kako spajati polipropilenske cevi med takim delom? Najprej morate narediti luknjo v sedežu. Nato se obdelajo njegovi robovi - čiščenje in odstranjevanje smeti. Premer luknje naj bo 2-3 mm manjši od prečnega prereza nameščenega montažnega elementa. Povezava je izvedena v skladu s standardnimi navodili. Med montažo morate dosledno upoštevati čas spajkanja polipropilenskih cevi. Ta postopek pri izdelkih s tankimi stenami ni mogoč, saj je območje stika premajhno, da bi ustvarilo zanesljivo povezavo.
Nasveti za izbiro spajkalnika
Za varjenje polipropilena premer cevi do 60 mm z ročnim varilnim strojem. Modeli te naprave so praktični in preprosti - za ogrevanje pa je v izvedbi predviden grelni element in regulacija temperature. Površina delovnega dela aparata je ploska izvedba z luknjami za pritrditev šob različnih premerov.
Izbira specifičnega modela varilnega aparata mora biti izvedena v skladu z naslednjimi parametri:
- Ocena moči Da bi ustvarili povezave cevi majhnega premera (do 40 mm), je dovolj kupiti napravo z močjo 800 W Pri spajkanju velikih struktur potrebujejo druge modele - do 1,3 kW.
- Število sedežev za priključke se giblje od 1 do 4. Določi se z spajkanjem cevi različnih premerov. Hkrati pa večje število izvrtin bistveno poveča hitrost dela.
- Stroški Najenostavnejši modeli imajo dostopno ceno - od 800 rubljev. Vendar pa so namenjeni za majhno količino dela. Pri velikih obremenitvah je možna hitra okvara. Profesionalna orodja za spajkanje stanejo približno 4000 rubljev in več.
Če se bo to delo prvič izvajalo, se je treba pri izbiri orodja posvetovati s strokovnjaki. Pred začetkom varilnega postopka je treba opraviti več testnih povezav, ki jih je mogoče kupiti bolj potrošnega. V tem primeru lahko razvijete začetne spretnosti za delo z napravo za spajkanje polipropilenskih cevi.