Kako spajkati spajkalnik? Kako spajkati žice, mikrovezja
Spajkanje se nanaša na postopek ustvarjanja trajnega spoja z dodajanjem staljenega materiala v kontaktno cono s tališčem, ki je nižje od tališča materialov, ki so povezani. Lahko spoznate, kako spajkati spajkalnik z obvladovanjem tehnologije v praksi. 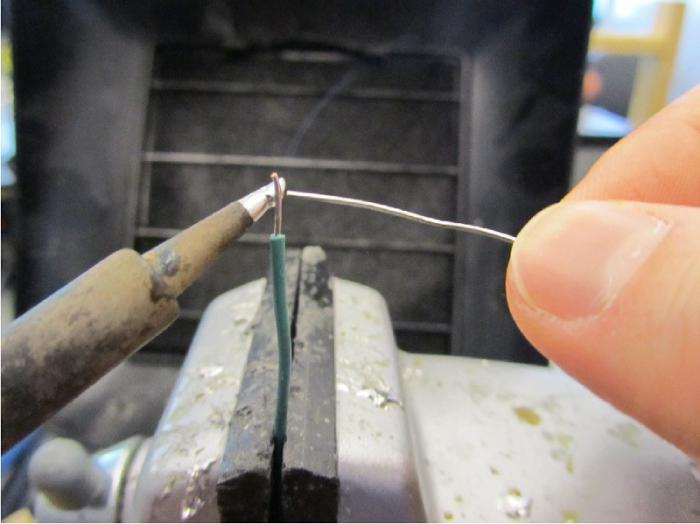
Namen naprave
Električni spajkalnik je na voljo z napajalno napetostjo od 12 do 220V. Nizkoenergijsko gradnjo je težko izdelati pod visoko napetostjo, saj zahteva veliko plasti tanke žice, kar vodi do povečanja velikosti. Poleg tega je izbran na podlagi pogojev varnosti pri delu.
Moč spajkalnika je primerna za preprosto uporabo:
Moč W | Namen spajkanja |
5-20 | Tranzistorji, diode, mikrovezja |
40-50 | Skupna električna dela |
več kot 50 | Spajkanje velikih delov |
Optimalna temperatura pika se vzdržuje ročno ali samodejno. V ta namen uporabite tiristorske regulatorje.
Za povečanje življenjske dobe konca spajkalnika se lahko ponareja. V tem primeru bo baker manj topen v spajki. Pred uporabo spajkalnika se žaoka oblikuje v datoteko. Najpogostejši so kotni in rezani. Oblika v obliki noža je pritrjena na konec, da se istočasno spajka več kontaktov mikrovezja ali priključnih zatičev. 
Orodja
Pred spajkanjem z spajkalnikom mora biti delovno območje opremljeno s potrebnim orodjem:
- Stoj . Ogrevana naprava se nahaja na stojalu. Prav tako služi za prilagajanje pretoku in je platforma za delo z žicami. Krokodil je dodatno nanj pritrjen s koščkom penaste gume za čiščenje žela.
Ad
- Stojalo . Vključuje posnetke ("krokodile"), ki se lahko premikajo po višini in se vrtijo, kopel s kolofonijo, držalo za spajkalnik.
- Orodje . Potrebno je vzdrževanje delov, da žice dobijo vnaprej določeno obliko, da se očistijo spajkalne površine. Takšna orodja vključujejo pincete, klešče, klešče, okrogle klešče, pila, nož, brusni papir.
Spajkalne skrivnosti
Uporaba materialov za predvideni namen. Tin se lahko uporablja za spajkanje. Toda njegovo tališče je 230 ºС. Med namestitvijo radia lahko zaradi pregrevanja pride do okvare delov, ki jih želite priključiti. Kovinska zlitina s svincem postane tekoča pri temperaturi 180-200 ºС. Poleg tega je cenejši, in kakovost povezave ni slabše. Čisti kositer se uporablja predvsem pri popravilu posod. Pri radijskih instalacijah se uporablja blagovna znamka za spajkanje POS-61, kjer številka označuje odstotek kositra. Fluksi se uporabljajo za odstranjevanje oksidov iz stičišča. Klesarji uporabljajo kisline, ki niso primerne za električne priključke. Za njih morate uporabiti tokove, ki ne bodo uničili stikov. Kako spajkati spajkalnik z kolofonijo, ki se najpogosteje uporablja za zaščito spojin pred oksidacijo?
 To je pasivni tok in mora stalno varovati staljeni spajk iz stika z zrakom, preprečuje pojav oksidov, vendar jih ne odstranjuje s površine. Cevasti spajkani material, napolnjen z rozinom, je primeren za uporabo. Za težko dostopna mesta se uporablja njegova alkoholna raztopina.
To je pasivni tok in mora stalno varovati staljeni spajk iz stika z zrakom, preprečuje pojav oksidov, vendar jih ne odstranjuje s površine. Cevasti spajkani material, napolnjen z rozinom, je primeren za uporabo. Za težko dostopna mesta se uporablja njegova alkoholna raztopina. Konico spajkalnika je treba očistiti in prekriti s plastjo spajkanja, tako da oksidne usedline ne ovirajo dela.
Kontaktne površine so predhodno očiščene in pokošene. Potem je povezava zanesljiva in trajna.
Podrobnosti je treba pravilno povezati in ogreti mesta spajkanja.
Kako uporabljati spajkalnik?
Tuje snovi odstranimo s površin delov s strippingom brusnega papirja in razmastimo z acetonom ali bencinom.
Želo se očisti iz oksidov in sežge s pilo, šipko ali smirkovim papirjem.
Spajkalnik se segreje, njegov konec je prekrit s kolofonijo, nato pa v konzervi. Če želite to narediti, spajka na želo razbijalo z leseno bar. Celotna delovna površina mora pridobiti značilno srebrno barvo.
Ad
Segreje spajko. Majhen del je v obliki kapljice nanesen na stičišče in izravnan. Po potrebi se doda želeni količini, dokler ne zapre kontaktne točke. Povezovalno območje se ogreva. Kako spajkati žice? Kontakt žice z vodnikom mora biti čim večji in ne s konico, kot to počnejo neizkušeni monterji. V tem primeru mora kolofonija ostati na kapljici spajke, tako da se njegova oksidacija ne začne. Postopek spajkanja poteka naenkrat. Če je želo večkrat pritisnjeno na del in ponovno stisnjeno, bo spajka zaradi oksidacije postala siva, saj kolofonija prej izhlapi. V procesu hlajenja morajo biti deli fiksni. Ko se žice premaknejo, ko spajka še ni utrjena, se v njem oblikujejo mikrorazpoke, ki poslabšajo trdnost spoja in ustvarijo dodatno električno upornost.
Ad
Ostanke kolofonije odstranimo s čopičem, navlaženim z alkoholom.
Spajkalna žica
Razumeli bomo, kako spajkati žice za spajkanje. Prvič, njihovi konci, ki naj bi se združili, so osvobojeni izolacije. Priključite žice, zato je pomembno, da se ogrejete. V ta namen mora velikost vrha ustrezati dimenzijam delov. Če je spajkalnik prevelik, se v postopku delovanja poškodujejo sosednji elementi. Z majhno velikostjo bo spajkanje nezanesljivo, saj se deli težko segrejejo.
Priprava žice je sestavljena iz odstranitve izolacije od njenega konca. Odstrani se z nožem ali kleščami. Stranded žice mora biti zavite, da ne bi izrinila posameznih delov, in zaludit. V ta namen se spusti v kad s kolofonijo, kapljica spajka se vzame s spajkalnikom in se večkrat izvede na bakrenih vodnikih. V procesu kositranja je treba žico segreti in obrniti, da se pokrije z vseh strani. Za pripravo na nadaljnje delo se kositrni konec potopi v staljeno smolo in se tako »lakira«. Njen presežek se nato zlahka ročno odstrani.
Ad
Spajka je šibka zlitina in se zlomi pri majhnih obremenitvah. Priključene žice so predčiščene in zvite. Za to morajo imeti skupno os. Njihove centre je treba kombinirati, po kateri se ena žica vrti po dolžini druge. Podobno operacijo opravimo z drugim koncem. Staljena kolofonija se nanese na spoj in nato na spajko. Twist naj se segreje 2-3 sekunde. 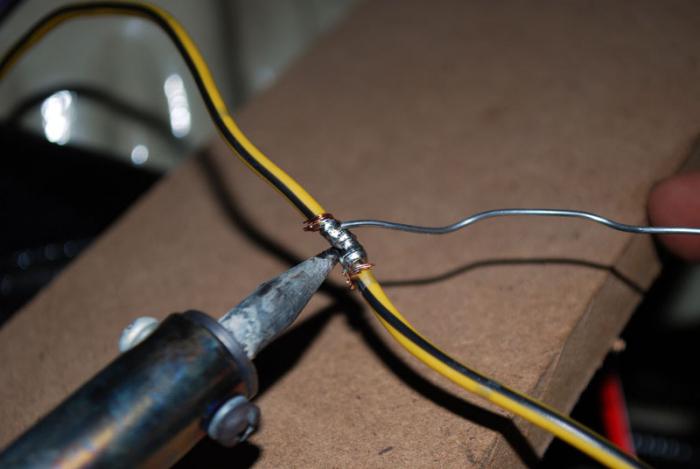 Če je količina spajkanja premajhna, je potrebno dodati, da je prevleka enakomerna in sijoča. Mnogi ne razumejo, zakaj se povezava ne ogreje niti z zmogljivo napravo. Kako naj se v tem primeru spajkanje izvede? Dejstvo je, da se toplota širi od spodaj navzgor. Zato je treba zvijanje spodaj ogreti. Pri pregrevanju se spajka razširi, in ko ni dovolj toplote, je premaz ohlapen.
Če je količina spajkanja premajhna, je potrebno dodati, da je prevleka enakomerna in sijoča. Mnogi ne razumejo, zakaj se povezava ne ogreje niti z zmogljivo napravo. Kako naj se v tem primeru spajkanje izvede? Dejstvo je, da se toplota širi od spodaj navzgor. Zato je treba zvijanje spodaj ogreti. Pri pregrevanju se spajka razširi, in ko ni dovolj toplote, je premaz ohlapen.
Mono žice se odstranijo, da se zasvetijo in namočijo v kolofonijo. Nato so povezani, ogrevani 3-5 sekund. in spajkajte. Na golo žico položimo skrčno cev večjega premera, ki se zniža s povišano temperaturo, po kateri se ustvari zanesljiva izolacija. Če se konica hitro ohladi, se za ogrevanje uporabi vžigalnik. Ko ste obvladali kako spajkati žice, lahko nadaljujete z bolj kompleksnimi operacijami.
Ad
Zavijanje bakrenih in aluminijskih žic je nesprejemljivo zaradi odvajanja toplote v kontaktnem uporu. Pritrjene so skozi vmesni element, ki je lahko vijačni spoj z ločitvijo s podložkami, sponka za sponke, plast druge kovine. Spajka za Spajkanje aluminija na osnovi kositra je primerna tudi za bakreno žico in je zanje lahko zanesljiva vmesna plast.
Spajkalne radijske komponente
Spike z radijskim elementom se proizvaja z zvijanjem ali prekrivanjem, na primer s hladilnim telesom, na primer s pinceto. Ogrevanje mnogih delov električnega tokokroga ne sme presegati 70 ° C za več kot 3 sekunde.
Vklop tiskana vezja mesto namestitve okoli luknje je prekrito s plastjo spajke. Nato se v njej vstavi pokositveni in kolofonirani konec vodnika. Segreje se in navlaži z dodano kapljico spajka. Sting mora biti istočasno povezan z izhodom in ploščo. Prekomerno spajkanje se zlahka odstrani z bakreno oblogo. Delo poteka kakovostno, ko so vse spajkalne točke podobne. Sklepi radijskih elementov so zloženi in vstavljeni v luknje na plošči. Konci na zadnji strani so rahlo upognjeni, tako da del ne pade ven.
Spajkalnik ne more biti dolgo suh. Pokrita je s plastjo oksidov, želo pa je treba očistiti in ponovno pobrati. Na koncu mora vedno obstajati plast staljene kolofonije, v dolgih intervalih med delom pa je treba spajkalnik izklopiti. Prav tako se iz njega občasno odstrani stari spajkalnik.
Elementi plošče različnih naprav lahko ne bodo delovali statične elektrike. Da bi preprečili njegovo pojavljanje, mora biti telo spajkalnika ozemljeno.
Delo z žetoni
Razmislite, kako pravilno spajati čip. Proces ima nekaj posebnosti. Čipi ne zdržijo pregrevanja. V sklepih ne sme biti presežnega spajka. V ta namen uporabite spajkalnik za žetone z regulacijo temperature.
Istočasno segrevanje kontaktov se izvede s sušilnikom s šobami. Mesto na tabli mora biti očiščeno. Za to je primeren aceton ali univerzalno topilo lakov. Nato se vklopi sušilnik za lase, njegova temperatura pa je nastavljena na 330-370 ºС. Pri minimalni hitrosti se žar segreje in takoj po taljenju kontaktov s pinceto takoj odstrani. Nato je območje spajkanja premazano s fluksom, namesto napačnega pa je nameščen nov čip. Ko se segreje s sušilnikom za lase, se rahlo upočasni od taljenja kontaktov, kar je znak konca operacije. Mesto spajkanja se obriše z acetonom, da se odstranijo ostanki toka. Z dovolj močnimi kontakti se lahko dodatno segreje tudi spajkalnik.
Kdaj bo obvladana preprosto spajkanje spajkalnika Lahko preklopite na kompleksne spojine, na primer neenakomerne kovine z uporabo plina, peči ali pulznega ogrevanja.

Spajkanje aluminija
Težave spajkanja aluminija so povezane z nizkim tališčem (660 ° C) in trajnim oksidnim filmom. Deli se segrejejo v peči ali plinskem gorilniku. Njihova priprava je odstranjevanje masti s topilom in mehansko čiščenje s smirkovim papirjem, abrazivno kolo ali brušeno nerjavno jeklo. V tem primeru se ponovno oblikuje oksidni film, vendar je njegova debelina veliko manjša od prejšnje. Nato se na stičišče nanese tok in se segreje do tališča spajke. Palica elektrode se dotakne stičišča, dokler se ne začne tali. 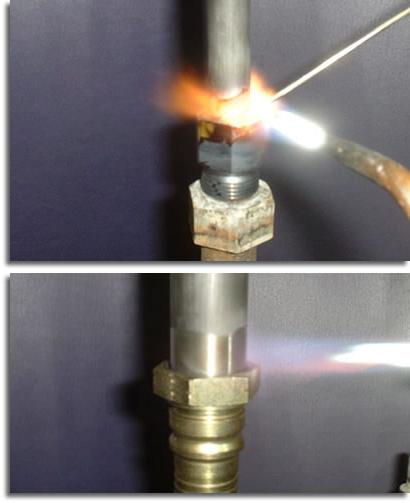
Spajka za spajkanje aluminija pri temperaturi 150-400 ºC lahko temelji na cinku, kositru, kadmiju (nizko taljenje). Slabo upira koroziji in zahteva dodatne premaze. Ognjevzdržni spajki, kot so silumin (590-600 ºS), 34А (530-550 ºС) in drugi, so bolj zanesljivi in se uporabljajo pogosteje. Aluminijeve zlitine imajo nižjo tališče. Spajkani so s peči, ki je natančneje regulirana.
Zaključek
Kako spajkati žice in žetone za spajkanje? Odgovor na to vprašanje vključuje predvsem temeljito pripravo orodja in delov. Pri ustvarjanju trajne povezave mora biti plast staljenega spajka vedno zaščitena s pretokom. Za vsako operacijo se izbere spajkalnik z ustrezno močjo in obliko delovne površine vrha. Z ustreznim povezovanjem delov in vzdrževanjem temperaturnega načina je spajkanje zanesljivo in služi dolgo časa.