Napake. Vrste napak, vzroki, odkrivanje in popravljanje izdelkov
Odkritje napake v katerem koli proizvodu v našem času je zelo pogost pojav. In če nakup nizko kakovostne galanterije blago lahko samo spremeni v zapravljanje denarja, kršitev tehnologije proizvodnje strojev in opreme bo prinesla veliko bolj resne in negativne posledice, vključno s smrtjo ljudi. Ta člen podaja splošno klasifikacijo napak, opisuje vzroke za njihov nastanek, pa tudi načine za odpravo (če je mogoče). Posebna pozornost je namenjena kršitvam notranje strukture kovin in slabim kakovostnim zvarnim spojem, saj so napake, ki predstavljajo največjo nevarnost za družbo. Pogosto so vzroki za velike katastrofe napake v zvarih.
Ad

Glavne določbe
Obstaja veliko definicij in konceptov napake. Na splošno je napaka vsaka nedoslednost določenega izdelka s projektno dokumentacijo, industrijskimi standardi in normami, pa tudi z GOST. Lahko so skriti (nemogoče odkriti s prostim očesom) in eksplicitni. Slednje se imenujejo tudi površinske napake.
Vrste napak lahko razvrstimo tudi glede na stopnjo vpliva na sposobnost izdelka, da opravlja dodeljene funkcije: manjše, pomembne in kritične. Ni enotnega recepta za dodelitev napake določenemu razredu. To lahko rečemo kolektivni pregled skupine strokovnjakov. Upoštevati je treba obremenitve proizvoda, prisotnost (odsotnost) koncentratorjev napetosti, kraj nastanka napake.
Vrste napak so lahko povsem enake, vendar se lahko vpliv na učinkovitost določenega izdelka razlikuje in zelo bistveno. Torej, recimo, razvoj prodaje krhkosti druge vrste v jeklu, iz katerega je narejen poker, ne vpliva na njegovo zmogljivost in življenjsko dobo. Če pa pride do takšne napake v materialu visoko obremenjene jakosti za visoke hitrosti, se bo zgolj razbila v majhne delce, ko se akumulira precejšnja utrujenost zaradi visokofrekvenčnih izmeničnih dinamičnih obremenitev.
Ad
Preprečevanje in preprečevanje napak
Da bi zmanjšali verjetnost napak, je potrebno skrbno in odgovorno približati predproizvodni fazi, kot tudi izpolnjevati vse zahteve tehnološke in projektne dokumentacije:
- Preden začnete variti površine, se morate prepričati, da imajo slednje pravilno geometrijo;
- sam proces mora biti izveden v skladu z vsemi normativi načinov obdelave; pomanjkanje ustrezne usposobljenosti izvajalca je v večini primerov vzrok za poroko; rešitev je lahko uporaba posebnih varilnih strojev in robotov, ki omogočajo pridobivanje visokokakovostnega in enakomernega šiva po vseh dolžinah;
- vsak zvar po zaključku dela morajo preveriti strokovnjaki Službe kakovosti za prisotnost skritih in očitnih napak; Ta ukrep omogoča čas za identifikacijo in sprejetje ukrepov za odpravo zakonske zveze.

Manjše napake
Ta vrsta napake ne more vplivati na delovanje izdelka in povzročiti neuspeh vozlišča ali mehanizma. Prav tako njegova prisotnost ne vpliva na varno delovanje stroja. Te vrste napak vključujejo kakršne koli zunanje kršitve: madeži, nepravilne oblike, prisotnost praznin na površini kovanega obdelovanca, ki se nato odstranijo med obdelavo itd.
Pomembne napake
Med pomembne napake spadajo prisotnost, ki pomembno vpliva na delovanje izdelka in njegovo življenjsko dobo, vendar se ne štejejo za kritične. Z drugimi besedami, v prisotnosti te vrste napake se lastnosti izdelka nekoliko poslabšajo, vendar se lahko še vedno uporabljajo neposredno za predvideni namen. Primer take neusklajenosti projektne dokumentacije je prisotnost manjših por na površini jeklenih izdelkov.
Ad

Kritične vrste napak
Napaka, katere nastanek onemogoča uporabo določenega izdelka za predvideni namen (iz varnostnih razlogov in zaradi pomanjkanja fizične zmogljivosti), se imenuje kritična. Primerov takih napak ni treba dolgo izumljati. Klasična kritična napaka je jeklena opeklina (kovinska napaka, pri kateri se meje zrn oksidirajo zaradi znatnega presežka dovoljene temperature toplotne obdelave in material postane krhek). Proizvodnja komponent in izdelkov iz takih jekel je strogo prepovedana. Ta vrsta napak spada v kategorijo nepopravljivih napak. Obstaja le en izhod: pretaljevanje jekla in pridobivanje, po žarjenju, ravnotežne kovinske strukture z začetnimi mehanskimi in fizikalnimi lastnostmi.
Pomanjkljivosti zvarov obremenjenih elementov so prav tako kritične. Varjenje je na splošno zelo resna in odgovorna dejavnost, ki jo strogo urejajo številni zakoni in predpisi. Kontrolo kakovosti varjenih spojev izvajajo visoko usposobljeni strokovnjaki, ki uporabljajo zapletene in zelo drage visoko specializirane naprave za odkrivanje skritih napak. Vrsto napake in njen pomen je treba določiti z draguljarsko natančnostjo.
Ad
Metode za odkrivanje napak
Prisotnost napak kaže na resno kršitev postopka. In čim prej bodo odkriti, prej bodo sprejeti ukrepi za njihovo odpravo. To neposredno vpliva na gospodarsko uspešnost industrijskega podjetja in v nekaterih primerih lahko prepreči katastrofo in smrt.
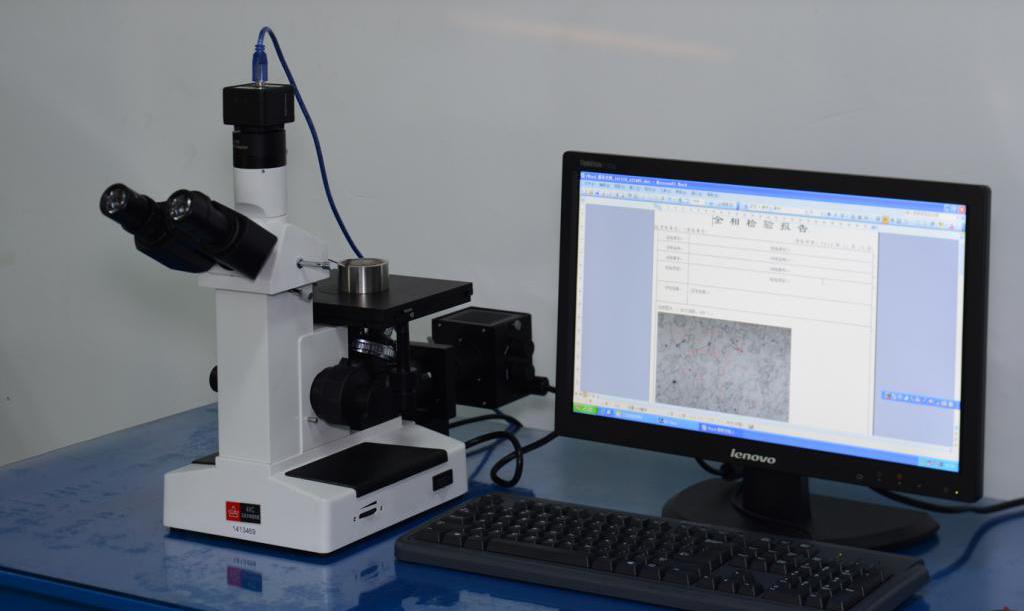
Glavne metode za odkrivanje napak so naslednje: vizualna (do 30-kratna povečava, povečevalno steklo), preverjanje mehanskih lastnosti (udarna trdnost, natezna trdnost, hladna krhkost, rdeča lomljivost itd.), Spremljanje z mikroanalizo (z uporabo optičnih in elektronskih metalografskih mikroskopov), spremljanje z uporabo rentgenskega sevanja, ultrazvočne kontrole, preskušanja odpornosti proti koroziji (praviloma se uporablja posebna oprema - kopeli s solno meglo) ).
Ad
Notranje napake v varilnem območju
Pomanjkljivosti zvarov so v večini primerov skrite, vidne pa so le s pomočjo posebne opreme. Zato je ta vrsta poroke še posebej nevarna. Proces varjenja izdelkov je zelo težaven. V nekaterih primerih je območje varjenja predgreto na določeno temperaturo, da se zagotovi maksimalna kakovost zvara.
V zvaru se lahko pojavijo naslednje vrste notranjih napak: pore, kovinski oksidi in nekovinski vključki, nepopolna penetracija zvara, pokanje, pregrevanje, izgorevanje.
Pore so votline, v katerih se pod visokim tlakom kopičijo plini (vodik, ogljikov dioksid in drugi). Takšne napake lahko povzročijo krhki lom v območju varjenja. Razlog za nastanek napak tega tipa je slaba kakovost in vlažnost varilnih elektrod, prisotnost kovinskih oksidov na varjeni površini.
Če pride do napake, kot je pomanjkanje notranjega vdora, lahko vse krivde položite na varilca. Najverjetneje je delo opravil neizkušen delavec, ki je šele pred kratkim pridobil poklic. Pomanjkanje penetracije je odsotnost zvara v določenem (običajno majhnem) delu. Poleg nekvalificiranega osebja se ta napaka lahko pojavi, če je med varjenimi površinami, pospešenim delovnim napajanjem, prisotnostjo oksidov in drugih tujih nekovinskih vključkov v območju taljenja elektrod majhna vrzel. Pri električnem varjenju lahko nepravilno izbrani načini povzročijo (najprej tokovno moč).
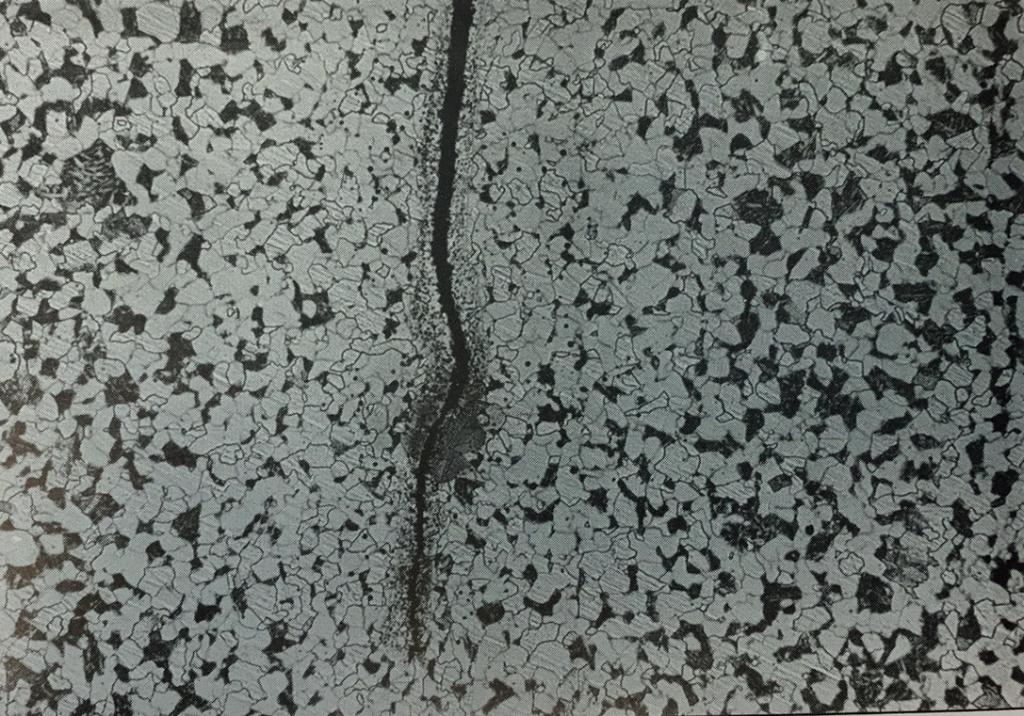
Razpoke se lahko pojavijo tako v vzdolžnem kot v prerezu. Ta napaka je še posebej nevarna, saj širjenje razpok ni omejeno le na površino, ampak tudi na izdelke, ki jih je treba variti.
Do pregrevanja pride zaradi pretoka sekundarne rekristalizacije kovin (pospešena rast zrn zaradi absorpcije sosednjih zrn). Takšna konstrukcija vodi do tega, da je varilna cona obarvana. Navzven se takšna napaka sama po sebi ne čuti. Da bi lahko primerjali kovinsko točko z referenčno lestvico, morate odrezati kontrolni vzorec, polirati, polirati in nato narezati gladko površino s posebnim reagentom (4-6% raztopina dušikove kisline na alkoholu), da bi določili meje zrn. In šele po tem nizu ukrepov v cilju metalografskega mikroskopa bo pregledana struktura jekla. Če je uničenje konstrukcije nesprejemljivo, je mogoče polirati in jedkati del zvara, nato pa na strukturo pritrditi poseben mobilni mikroskop.
Odprava notranjih napak
Razvrstitev napak se lahko izvede tudi v skladu z načelom, da je mogoče odpraviti negativne učinke napake in ponovno vzpostaviti delovanje mehanizma. Zvarjene napake so večinoma nepopravljive. To pa pomeni veliko odgovornost za izvajalce in inženirje, ki razvijajo tehnološki proces.
Toda nekatere vrste neskladnosti v tehnološkem procesu se lahko po želji odpravijo. Zlasti se lahko popravi napake v primeru tako imenovanega pregrevanja. V ta namen je celotna konstrukcija postavljena v peč, tam se nekaj časa zadržuje pri dani temperaturi (nad črto PSC na železovo-ogljikovem diagramu), nato pa se ohladi skupaj s pečjo. Jasno je, da se vsi modeli ne morejo prilegati v majhen prostor peči. Tako ni vedno mogoče obnoviti normalnih velikosti zrn zaradi pomanjkanja potrebne materialne in tehnične osnove.
Zunanje napake na območju zvarov in kako jih odstraniti
Take napake se zaznajo z vizualnim pregledom zvara. Glavne vrste tovrstnih napak lahko pripišemo odstopanju od danih geometrijskih dimenzij, nastajanju tako imenovanih napihnjenosti in spodkopavanj, pomanjkanju penetracije in opeklinam.
Kršitev geometrijskih dimenzij zvara je praviloma posledica napake neizkušenega varilca. Poleg izključno zunanje strani pa prisotnost takšne napake negativno vpliva na mehanske lastnosti vseh varjenih konstrukcij. Za odpravo take napake je skoraj nemogoče. Ja, delo pa bo zelo drago. Zato ni priporočljivo, da se varjenje odgovornih izdelkov dodeli novincem v stroki.
Rush - so tudi "bolezen" mnogih neizkušenih varilcev. Pojavijo se kot posledica pretiranega taljenja kovine elektrod med počasno delovno napeljavo. Take napake so razvrščene kot manjše in vplivajo le na videz zvara. Odstranimo z obdelavo šiva (rezkanje, brušenje, skobljanje, dletenje itd.).
Za razliko od povešanja, so tako imenovani podvoki značilni nezadostno fiksiranje materiala. Napaka je v nastajanju nezapolnjenih površin na stičišču varjenih izdelkov. Nelojalnost, odvisno od specifičnih tehničnih pogojev, je mogoče pripisati tako napačni kot nepopravljivi napaki. Torej, če je bila taka napaka narejena med varjenjem zelo pomembnih površin (reaktorji jedrskih elektrarn, trup podmornice itd.), Potem ni treba popraviti. Vsak poseg v tem primeru, da bi popravili zvar, je groba kršitev, ki ima lahko zelo resne posledice. Toda če prihodnja zasnova ni sestavni del zelo pomembnega vozlišča ali mehanizma, potem je dovoljena korekcija spodrezanega s ponovljenim zvarom.
Zunanja nepopolna fuzija, kot tudi notranja, je označena z odsotnostjo zlitja med materialom elektrod in zvarjenimi površinami. Odstranitev takšne napake je ekonomsko nepraktična, ker zahteva odstranitev materiala staljene elektrode iz vrzeli med površinami, ki jih je treba variti.
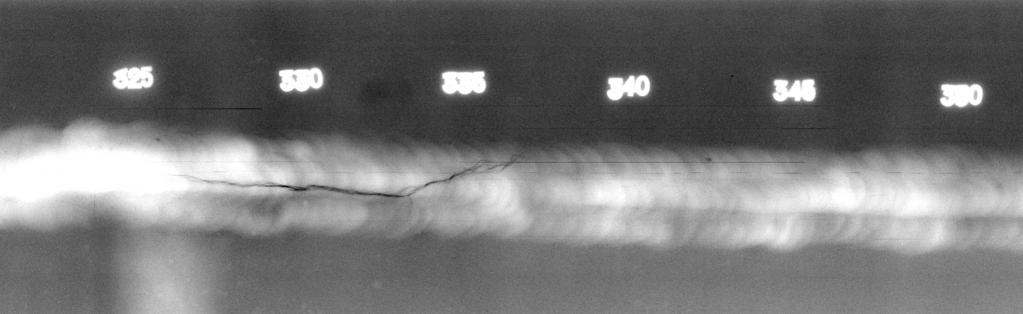
Razpoke na površini zvara so razvrščene kot površinske napake. Lahko se oblikuje vzdolž zvara vzdolž linije stika varjenih izdelkov in v prerezu. Najpogosteje se takšne napake pojavijo kot posledica neenakomernega segrevanja delov izdelkov, ki se varijo v kovinski povratni coni. Zato se pri delu s kritičnimi izdelki predhodno toplotno segrevanje izdelkov izvaja v varjenem območju utripanja.
Izgorevanje nastane zaradi znatnega lokalnega pregrevanja kovine in nastajanja skoznje luknje, skozi katero teče tekoča talina. Za odpravo takšne napake je mogoče latka variti neposredno nad luknjo. Toda iz očitnih razlogov ta rešitev ni primerna za vsako priložnost.
Glavne metode za preprečevanje nastanka napak
Po odpravi napak je potrebno natančneje preveriti kakovost zvara. Konec koncev, pogosto poskuša odpraviti zakonske zveze le poslabša položaj. Če se ponovno odkrijejo napake, je priporočljivo, da se takšni izdelki ne pošiljajo v revizijo, temveč da jih zapišete kot proizvodno napako. Dejstvo je, da lahko ponavljajoče se segrevanje in hlajenje kovin privede do neželenih strukturnih sprememb v jeklu, kot tudi do pojavljanja številnih napak v kristalni strukturi kovine.
Niti tehnologija niti dobre plače inženirskega in delovnega osebja ne morejo v celoti zagotoviti odsotnosti zakonske zveze. Dober in izkušen varilec je sposoben ustvariti neverjetne rezultate tudi na stari in daleč od najboljše opreme. Zato je glavni poudarek pri preprečevanju poroke pri varjenju nenehno izboljševanje spretnosti in motivacije delovnega osebja. Vsekakor je treba izboljšati kulturo proizvodnje, povečati kolektivno odgovornost delavske brigade, vzpostaviti dobre odnose v ekipi.