Brusni material: značilnosti in metode uporabe
Za izdelavo kateregakoli dela obstaja proizvodni proces. Med mnogimi drugimi postopki nujno vsebuje element za obdelavo abrazivnih materialov. Predčiščenje slepih kovin ali končna obdelava končnih izdelkov - vse to opravljajo različne vrste abrazivnih orodij. Kdo v zasebni praksi ni mogel delati z običajnim brusnim papirjem? Navsezadnje je tudi abraziv. Na splošno je težko navesti vrsto dejavnosti, kjer koli se uporablja.

Brusni material
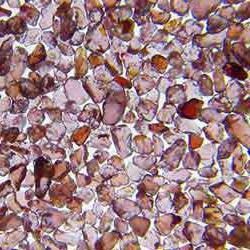
Brusni material (abrado, abrasi (lat.) - strganje) se nanaša na materiale, ki imajo trdoto, ki presega druge vrste materialov (vključno s kovinami) in so namenjeni za obdelavo slednjih, da se iz njih odstranijo tanke plasti: brušenje, poliranje, brušenje, ostrenje kot tudi rezanje.
Ad
Abraziv ima trdnost glede na manj vzdržljiv material. Toda za industrijske namene se uporabljajo samo nekatere vrste abrazivnih materialov, vključno z:
- naravne silicijeve kamnine, diamanti in granat;
- sintetični abrazivni materiali.
Brusilna orodja so narejena iz trdnih delcev s svetlo abrazivno sposobnostjo. Njegova razlika med kovino rezila je v tem, da ni neprekinjenega rezalnega roba. Funkcija roba je kombinirana zrnata struktura, kjer je vsako posamezno zrno rezalnik. V obliki delcev, vezanih z vezivom.
Številka za označevanje brusilnega orodja odraža vse, kar določa njegovo delovanje, in sicer:
- zrnat material, njegov delež;
- količino in sestavo veziva;
- strukturo instrumenta.
Trajnost in sposobnost izvajanja abrazivne funkcije sta odvisna od indikatorjev trdote, toplotne odpornosti in kemijske neaktivnosti rezalnih elementov v stiku s površino delovnih delov.
Tip jekla je trdnejši od abrazivov, tako da se lahko le slednji uporabljajo za visoke hitrosti rezanja brez tveganja uničenja.

Sintetika abrazivov in njihov obseg
Obstajajo številni abrazivni materiali, katerih uporaba je drugačna, v skladu z njihovimi lastnostmi.
Normalni elektrokorund:
- 13A. Krogi, ki so ustvarjeni za stripping, in veliko jih je ekoloških. Mletijo različne dele, večinoma jeklene. Lahko se uporablja tudi preprosto zrnje.
- 14A. Orodja za običajno brušenje. Zrna so med seboj povezana in organska snov in ne.
- 15A. Orodje, kjer zrna med seboj držijo keramiko, kot tudi bakelit. Možno je mletje pri visokih hitrostih in z mehko obloženo kožo za zaključna dela.
Cirkonijev elektrokorund 38A:
- Bakelite v tem primeru drži žito. Orodje je primerno, če morate brusiti kovinske praznine, hitrost obdelave pa je visoka.
Bela elektrokorund:
- 23A. Tukaj je sveženj organski, zato je priročno obdelovati jeklo z orodjem. Obstajajo orodja v obliki palic in podobnih past, kot tudi preprosto ohlapno zrnje, ki se uporablja za dodelavo.
- 24A. Materiali, izdelani v obliki krogov in palic za mletje delov, ki so se strdili. V strukturi so lahko praški in zrna. Izdelajte tudi kože za zaključna dela.
- 25A. Pod to blagovno znamko je orodje izdelano v obliki krogov, telo pa je sestavljeno iz zrn in praškov različnih velikosti. Izdelavo jeklenih elementov, ki so bili predhodno utrjeni, lahko izdelate, ko potrebujete veliko hitrost obdelave. Delo je dovoljeno tudi pri jeklih, ki jih je težko obdelovati.
Kromotitanski elektrokorund 91A, 92A:
- To orodje je dobro pri brušenju in luščenju kovin in celo iz njih odstrani debelo plast. Zrna v takih orodjih so fiksirana s keramiko in bakelitom. Ni pomembno, kakšna vrsta kovine je utrjena ali brez strjevanja.
Enobarvne oznake:
- 43A. Lahko rečemo, da se tako kakovostno orodje dobro obnese, ko je potrebno obdelati jeklo, ki ga je težko zmeti. Zajema tudi zlitine teh kovin. Izdelana je iz praškov in zrnatih frakcij. Keramika te materiale veže v obliko.
- 44A, 45A. Kože, ki so narejene iz teh vrst abrazivnega materiala, so mehke in polirne, ko je potrebna končna obdelava in končna obdelava. V napravah, kot je brušenje, se lahko uporabi samo zrnje.
Sferokorund 3C:
- Takšno orodje se lahko uporablja za mehko obdelavo različnih delov, katerih struktura je viskozna: guma, usnje, plastični izdelki.
Črni silicijev karbid:
- 53C. Pri tej vrsti orodij se uporabljajo vse komponente veziva, material za mletje pa se uporablja v obliki mikroskopskih mletih prašnih zrn in večjih. Litega železa, neželeznih kovin, kot tudi ognjevzdržnih volframovih spojin lahko dobro obdelamo. Razsuta frakcija zrn deluje na istih površinah, brusni papir pa je učinkovit pri zaključnih in zaključnih delih.
- 54C. Brušenje v takem orodju - bazo, in pritrdi svoj snop vseh vrst. Vse vrste operacij se ponavljajo, kot v prejšnjem gradivu, vendar je le obdelava bolj groba.
Zeleni silicijev karbid:
- 62C. Na podlagi brušenja prahu je to orodje. Lahko obdelate kamnine iz marmorja in granita, kot tudi aluminij, baker in deli iz litega železa. Praviloma se koža obdeluje, ko se konča in fino uravnava, uporablja se tudi ohlapna zrna.
- 63C. Orodje, ki kvalitativno obdeluje titan in titanotantal. Pri izdelavi takega orodja, ki se uporablja mlin, in osnova je drugačen. Tudi izdelavo in dodelavo kože.
- 64C. To je orodje bolj fine obdelave. Vsebuje mikroprah, vsak kup. No ročaji granita in marmorja, kot tudi praznine iz aluminija, železa in bakra. Kože, žita opravljajo enake postopke kot v prejšnjem odstavku.
Karbidni bor KB:
- Ta abraziv v ohlapni obliki lahko opravlja kakršnokoli delo na področju brušenja, končnih in zaključnih materialov iz litega železa in različnih materialov. trde zlitine.
Elbor LP, LO:
- Orodje za visoko natančno obdelavo, saj uporablja prah za mletje, ki jih drži skupaj snop. Namen - delo s trdnimi, vročimi podrobnostmi. Tudi takšno orodje izostri rezila. Zaključna dela se praviloma izvajajo s kožami in zrni, ki niso v obliki.
Sintetični diamant:
- AC2. Diamantna orodja za zaključna dela s podrobnostmi iz trdnih jeklenih gredic. Organska snov se uporablja kot vezivo.
- AC4. V tem orodju se keramika uporablja kot snop, kot tudi organski materiali. Možne so mletje trdih zlitin, keramičnih izdelkov in gredic iz krhkih materialov.
- AC6. Diamantna orodja iz kovin. Vzdržujejo delo v togih načinih povišanega tovora.
- AC15. Brusilni abrazivni materiali so namenjeni za delo v težkih pogojih, ko je potrebno obdelati kamen ali steklo. Zrna so pritrjena s kovino in možno je izvajati tako brušenje kot rezanje slepih.
- AC32. Orodja za vrtanje in rezanje kamna, kjer kovina deluje kot snop. Prav tako je priročno opraviti honanje.
- AC50. To orodje se uporablja, kadar je potrebno izvrtati kamenje z visoko stopnjo trdnosti, kot tudi rezati granit, predelati izdelke iz keramike in kremenovega stekla, korundov.
- ARB1. Brusilna orodja tega tipa delujejo pri brušenju litin v grobih operacijah, kot tudi pri rezanju steklenih vlaken.
- ARK4. Takšno orodje se uporablja v gradbeni industriji. Opravljajo težke kamne in brušenje.
- APC3. Kadar so delovni pogoji v gradbeni industriji zelo težki, se uporabljajo taka diamantna orodja. Na njih se vodijo in izvrtajo brusne plošče.
Uporaba naravnih surovin
Naravni diamant ima najvišje lastnosti abrazivnih materialov. Označeno:
- A1, A2, A3. To orodje je močno, ko kup kovin. Lahko delate z njimi in z betonskimi površinami ter s kamnom, kakor tudi s keramiko in steklom za tehnične namene.
- A5. Brusi okrogle oblike so izdelani iz diamantnih zrn te blagovne znamke, kovina se uporablja kot vez. To orodje deluje s keramiko in kovino.
- A8. Orodje za operacije vrtanja in upravljanja. Prav tako opravljajo delo v gradbeništvu.
Corundum 92E. To orodje je dobro za poliranje, ker je izdelano iz mikroprahov. Lahko jih obdelate kovinskih in steklenih izdelkov.
Flint 81Kr. V glavnem so izdelovali kožice za obdelavo les, ebonit površin iz usnja in usnja.
Emery Nanaša se v mlinski kamen za mline in druge namene, kadar žito ni fiksno.
Granatno jabolko. Iz nje izdelujejo različne kože z abrazivnim premazom za les, kot tudi plastične in usnjene materiale. S površinami lahko delate samo z žitom.

Vrste abrazivnih orodij
Brusilna orodja se imenujejo abrazivni materiali, izdelani v določeni obliki in imajo montažno gred ali luknjo za vgradnjo na posebno opremo, ki poganja delovni del. Obrat abrazivnih materialov proizvaja naslednje vrste orodij:
Ad
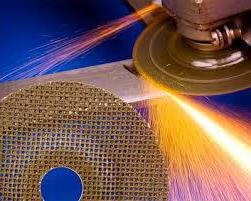
- Rezalno kolo je fleksibilen abrazivni material, ki se uporablja za rezanje surovcev.
- Brusilno kolo. Različne operacije brušenja, od grobega do končnega.
- Brusilne palice za lepanje, zaključna dela, kot tudi brušenje in superfinish.
- Brusni pasovi za obdelavo velikih površin.
- Brusni papir.
- Polirna pasta.
- Prosto zrnje za peskanje in podobne naprave.
- Tlačna telesa.

Značilnosti brusnih orodij
Abrazivni material, ki je bil zdrobljen, se imenuje brusni material. Ima naslednje značilnosti:
- Frakcija Pod njo razumemo zvezo v masi brusnih zrn, katerih dimenzije ne presegajo določenih meja. Glavni - to je delček ki presega preostalo količino zrn, specifično težo ali prostornino.
- Grit Odraža vodilno zrnato sestavo abraziva, ki je del posebnega brusnega orodja. Velikost žita določa kategorijo mletja materiala: fini mikro-brušenje prahu, mikro brušenje prahu, mletje prahu, mletje zrna.
- Indeks enakomernosti zrnate sestave. Karakterizira orodje glede na njegovo trajnost in rezalne lastnosti ter vpliva tudi na hrapavost površine, pridobljene po predelavi.
- Trdno abrazivno orodje. Prikazuje, kako trdno so vezana zrna za rezanje. To pomeni, da je trdota neposredno odvisna od volumna vezi in lastnosti vezivnega sredstva. Povečanje ligamenta v orodju poveča trdoto. Hkrati ostaja nespremenjena razdalja med zrnom in zrnom, spreminja se le odstotni delež zračnih por in ligamentov.
- Struktura, ki prikazuje količinsko razmerje abrazivnih zrn, zračnih por in veziva. Obstaja odprta, srednja in gosta struktura. Če je struktura bolj čvrsta, je razdalja med zrni v brusilnem orodju bližja. Orodja, ki imajo strukturo odprtega tipa, imajo boljšo odstranitev čipov in manj toplote. Zato je priporočljivo, da jih uporabite za delo z viskoznimi kovinami, pa tudi s kovinami, ki so nagnjene k gorenju ali nastajanju razpok v strukturi.
Ko so orodja za zrn manj trdno pritrjena, ima obraba orodja naravo sekanja zrn. Hkrati pa ima brusilno orodje tudi kakovost samoostrenja. Če je, nasprotno, zrno bolj krhko in je snop dobro pritrjen, se zrno raztrga ali pa se izbriše. Nato se razvita območja pojavijo na površini abrazivnega orodja.
Stopnja trdote abrazivov
Po trdoti se razlikujejo:
- M - mehki materiali;
- SM - srednje trda;
- C - medij;
- ST - srednje trda;
- T - trdna snov;
- BT - zelo težko;
- THU - zelo težko.
Zrnatost
Brusni materiali za granulacijo imajo različne skupine, v skladu s katerimi se izdeluje orodje za posebne namene. Skupine peska so naslednje:
Praški za brušenje in mleta zrna
- 200 - 125. Uporablja se za orodje za ročno odstranjevanje. In tudi za odstranjevanje odkovkov, ulitkov, odstranjevanje zvarnih šivov, brušenje brusov.
- 100 - 50. Tak del praškastega abraziva se uporablja v krogih, pri čemer prednji del opravi ravne brušenje ali prednapne orodje, dela z lito železo, jeklenimi deli, viskoznimi materiali, izvaja rezanje.
- 40 - 20. Zrnje je dovoljeno pri predhodnem in končnem delu z jeklom ali litega železa, s čimer dobimo naslednjo hrapavost 2500 ... 0,630 mikronov. Orodje za rezanje lahko izostri.
- №16. Zaključna dela z grobostjo 2.500 ... 0.320 mikronov, brušenje in ostrenje profila majhnega orodja za rezanje.
- 12 - 6. Brušenje profila z grobostjo 0,630 ... 0,160 mikronov, fino nastavljanje in zaključna dela na ostrenje rezalnih orodij, začetne faze honanja, brušenje velikega koraka.
- Št. 5, 4. Uporablja se predvsem pri delu z občutljivimi materiali, kot tudi za čiščenje niti, ki je majhna, in zagotavlja hrapavost 0,030 ... 0,160 mikronov, če se izvaja honanje ali končna obdelava.
Praški za fino brušenje in mikro-mletje prah M63, M50, M40, M28, M20, M14, M10, M7, M5
- Superfinishing brušenje, končno honanje in finiširanje do grobosti 0,160 mikronov in manj.

Svežnji abrazivnih materialov
Kakovostno obdelavo abrazivnih materialov določajo lastnosti grozda. Vpliva na parametre moči, trdote. Od njega so odvisni načini delovanja orodja. V sestavi vezi so snovi organske narave in anorganske. V prvo kategorijo spadajo vulkaniti, bakeliti, pa tudi snopi polivinilformalnih, gliftalnih in epoksidnih komponent. Slednji vključujejo silikatne in magnezijeve vezi, tudi keramiko, za diamante - kovine.
Ad
Vezava je keramična, ognjevarna, vodoodporna in kemično neaktivna. Abrazivni material idealno drži profil roba delovne površine, toda udarne obremenitve in upogibanje vodijo do uničenja orodja. Keramični ligament se stiska in tali.
Bakelitni snop je bolj prožen in odpornejši na upogibe in udarce kot keramični. Konfiguracija orodja z uporabo bakelita je drugačna in široka paleta takšnih brusnih orodij. Obstajajo precej tanki rezalniki do 0,50 mm. Šibka točka bakelitnega ligamenta je uničenje alkalij, ki so lahko prisotne v tekočini za hlajenje. Prav tako ni odporna na vročino, ohranja zrnatost zrn in obliko delovnega roba slabša od keramike.
Ad
Magnezijeve in silikatne vezivne komponente niso široko uporabljene, ker so krhke in ne prenašajo hlajenja. Pri opravljanju mletja oddajajo malo toplote, to je njihov plus.
Vulcanitov sveženj vsebuje žveplo in gumo, ki sta izpostavljena posebni toplotni obdelavi. Je elastičen in se uporablja pri delu z oblikovanimi površinami in v profilni obliki brušenja. Orodje na takšnem svežnju ima gosto strukturo in se zato med obdelavo lahko segreje. Posledica tega je, kot tudi nizka toplotna odpornost gume, zrno v orodju prepušča in brusni material dobi lastnost drobnejše strukture, kar je priročno pri obdelavi delov v zaključni fazi.
Brusni odpadki
Pri tem se abrazivni materiali in orodja obrabijo in z določeno stopnjo obrabe ne morejo več opravljati glavne naloge. Zahtevajo odlaganje, kjer poteka delitev na elemente, ki se lahko nadalje uporabljajo kot materiali, ki jih je mogoče reciklirati.
Ad
Brusni material odstranimo na naslednji način: drobljenje in drobljenje materiala, ločevanje nastale mase z magnetno metodo, toplotna obdelava ločenega ostanka s temperaturo do 180 stopinj, elektrostatična ločitev z jakost električnega polja do 8 kV / cm.
Zaključek
Za okrepitev sodobnih abrazivnih koles (fleksibilnega abrazivnega materiala) se široko uporablja armatura iz steklenih vlaken. To velja za izdelavo rezalnih koles, ki delujejo pri visokih hitrostih in imajo povečane zahteve za varnost uporabe.