Plazemsko varjenje: montaža, tehnologija, princip delovanja, uporaba
Tradicionalne metode varjenja na mnogih področjih postopoma zbledijo v ozadje, s čimer se umaknejo bolj tehnološka sredstva za reševanje teh problemov. Veliko gradbenih podjetij in industrij, ki zahtevajo visoko natančnost montažnih operacij, uporabljajo metode plazemskega varjenja. To je ena od sodobnih tehnologij, ki ponujajo številne prednosti. Zlasti se plazemsko varjenje odlikuje po ekonomičnosti virov in visokokakovostnih rezultatih. Hkrati pa uporaba te metode vključuje upoštevanje različnih tehničnih odtenkov.
Načelo metode
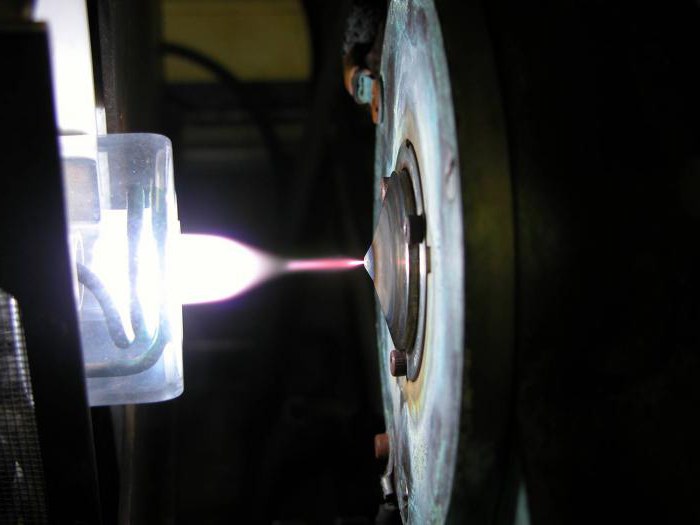
V procesu izvedbe varilne operacije se pločevina tali s plazmo. Sama generacija toka je zagotovljena s stisnjenim visokohitrostnim lokom, ki ga napaja plazemski gorilnik. Delovna temperatura aktivnega toka lahko doseže 30.000 stopinj. Pomembna značilnost tehnologije je sprejem plina v aktivno območje obloka, ki spodbuja proces ionizacije. Nastali delci plinastega medija postanejo rezalni encim, ki deluje na kovino. Istočasno je zabeležena različna intenzivnost tokov, ki jih plazemsko varjenje lahko generira. Načelo delovanja te tehnike je podobno kot argonsko varjenje. Glavna razlika je visoka temperatura plazme, ki omogoča uporabo metode v širšem obsegu montažnih del. Kakovost postopka bo odvisna od številnih dejavnikov, vključno z značilnostmi uporabljene opreme.
Ad
Tehnologija varjenja plazemskega toka
Organizacija delovnih aktivnosti vključuje uporabo opreme, ki bo zagotavljala proizvodnjo električne energije in sproščanje stisnjenega zraka. Če se uporablja kompresor, se od dodatnih virov zahteva samo električna energija. Poseben gorilnik je lahko tudi kompleks opreme, ki zagotavlja proizvodnjo stisnjenega loka za rezanje. Oblok med elektrodo in produktom se proizvaja skozi šobo majhne velikosti. To je še ena pomembna razlika v plazemski obdelavi - rezalna varilna greda kovino preoblikuje po tanki liniji, kar vam omogoča, da prihranite delovni material in povečate natančnost končnega varjenja. Med delom se aktivira še ena šoba plazemskega gorilnika, ki je zasnovana za zaščito območja izgorevanja pred negativnimi učinki zraka. Z drugimi besedami, plazemsko rezanje in varjenje se izvaja v vakuumskih pogojih, kar odpravlja naključne neželene deformacije obdelovancev. Glede na pogoje dela je včasih potrebno tudi hlajenje aktivnega območja z vodnimi tokovi. Ta ukrep služi tudi za stabilizacijo parametrov plazemske izpostavljenosti delovni površini.
Ad
Različne tehnologije

Strokovnjaki delijo plazemsko rezanje na dve skupini, odvisno od značilnosti toka. Na primer, mikroplazma rezanje se izvaja s tokom do 25 A, kar vam omogoča, da se soočite s tankimi listi mehke kovine. Povprečni tokovi reda 100 A omogočajo večje količine, vendar niso primerni za zelo natančne misije. Najučinkovitejše varjenje zahteva uporabo tokovnega vira 150 A - ta skupina operacij se uporablja v industriji. Tehnologija plazemskega varjenja z mikroplazmo je koristna, saj odpravlja nastajanje opeklin na kovinski površini. Velik tok pa omogoča popolno taljenje materiala do debeline 1 cm, če pa je potrebno kombinirano delovanje v obliki rezanja in varjenja, se pogosteje uporablja oprema s tokovnimi viri 100 A. Tudi tehnika je razdeljena po načelu vpliva - posredna in neposredna. taljenje Razlikujejo se v tem, da se v prvem primeru elektroda drži med obdelovancem in plazmo, v drugem pa lok neposredno deluje na ciljno območje.
Ad
Oprema za plazemsko varjenje

Aparati za plazemsko varjenje omogočajo delo z različnimi vrstami kovin od aluminija do titana in galvaniziranih zlitin. Najpogostejša tehnična orodja tega tipa so omenjeni plazemski gorilniki in gorilniki, ki lahko tali material skozi debelino od 8 do 12 mm. Obstajajo tudi spremembe, ki izvajajo specifično rezanje tanke pločevine 0,5-milimetrske kovine brez oblikovanja deformacij in povodcev po robovih. Standardni so plazemski varilni inverterski sistemi, ki delujejo v DC pogojih. Poleg tega so svetilke običajno dobavljene kot standard, kar omogoča, da se v prihodnosti realizirajo tako plazemsko kot argonsko obločno varjenje. Sodobnejše izvedbe so opremljene z elektronskimi kontrolnimi ploščami in elementi robotske izvedbe posameznih funkcij.
Ad
Proizvajalci plazme za varjenje
Visokotehnološke naprave so razvili FoxWeld, Hyosung in Fimer, ki ponujajo opremo za 50-100 tisoč rubljev. odvisno od spremembe. To so majhne prenosne naprave, ki omogočajo ročne operacije. Uglednejše naprave proizvajajo proizvajalci Migatronic in Tetrix. V tem primeru lahko govorimo o večnamenskih in zmogljivih orodjih, namenjenih specializiranemu delu v industrijskih okoljih. Ti modeli stanejo približno 300-500 tisoč rubljev. Domači izdelki so predstavljeni tudi vredni možnosti. Predvsem stroj za plazemsko varjenje "Gorynych" je univerzalni generator nizkotemperaturnega pretoka plazme, ki je optimalno primeren za negorljive materiale. Zanimive rešitve ponuja tudi Plazar, v katerem lahko najdete kakovostne mobilne naprave za varjenje.
Dodatne funkcije

Redko se srečajo plazemski gorilniki, ki so omejeni le na funkcije rezanja in varjenja, čeprav so te operacije nedvomno ključne. Tretja najpomembnejša sorodna možnost je spajkanje. Spajka se izvaja z mehkimi in trdnimi kovinskimi zlitinami pri izpostavljenosti visoki temperaturi. Prav tako številne spremembe omogočajo operaterju, da proizvaja modro, termično oksidacijo, pršenje prahu in utrjevanje. Večkomponentno plazemsko varjenje ni vedno značilno za visoko kakovost, temveč se upravičuje v pogojih kontinuirane množične proizvodnje. Specializirane operacije, ki jih lahko izvajajo nekateri modeli plamenskih gorilnikov, so tvorba kemičnih spojin, sposobnost obdelave stekla in glazure.
Ad
Koristi tehnologije
Glede na značilnosti poteka dela se ta metoda šteje za eno izmed najbolj donosnih. Vredno je začeti z dejstvom, da je sam oblok majhen. V praksi to pomeni, da se zmanjša pojav deformiranja, ki daje čist in enakomeren šiv. Poleg tega lahko uporabnik med varjenjem spremeni parametre obloka, brez strahu, da bo popravek vplival na kakovost rezultata. Gladka sprememba rezanja izboljša tudi učinkovitost dela. Če je načrtovano ročno plazemsko varjenje, lahko upravljavec računa na produkt voluminoznega dela v dolgoročnem načinu brez izgube moči toplotnega vpliva. Visokotemperaturna obdelava kovin s kompleksno strukturo širi možnosti montaže. Zmogljive instalacije, ki izvajajo tovrstno varjenje, so primerne za povezovanje in servisiranje elementov kritičnih struktur in komunikacijskih omrežij.
Slabosti metode

Glavne pomanjkljivosti tehnologije so povezane s kompleksnostjo tehnične organizacije procesa. Čeprav si proizvajalci prizadevajo za razvoj kompaktnih in hkrati funkcionalnih naprav, ki imajo kot osnovno opremo vse, kar potrebujejo, mora upravljavec med delom slediti več procesom. Tako je poleg neposrednega varjenja potrebno nadzorovati stabilnost oskrbe z vodo in dobavo plina, ki generira aktivni medij. Poleg tega je za plazemsko varjenje značilne velike izgube energije, ki se odvajajo v okolje. Ampak to je manjša pomanjkljivost, saj oprema na začetku uporablja srednja sredstva v primerjavi z drugimi sodobnimi tehnologijami za rezanje in taljenje kovine.
Področja uporabe
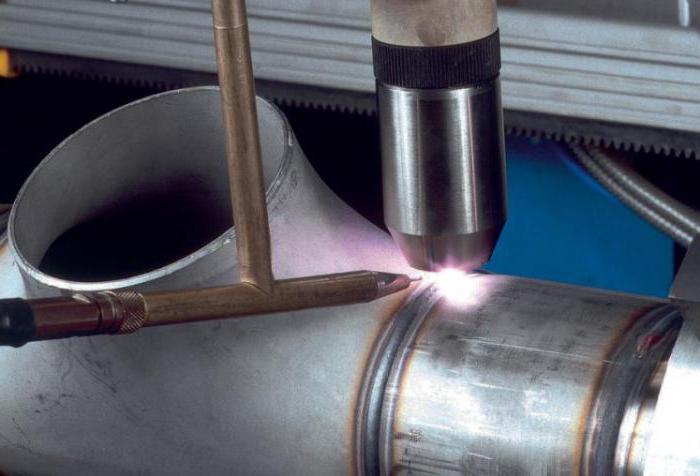
Možnost ustvarjanja enakomernega in hermetičnega šiva je povzročila širjenje plazemskih bakle na področjih hrane, energije in kemične proizvodnje. Podjetja tega profila se ukvarjajo s proizvodnjo gasilnih aparatov, rezervoarjev, kotlov, plinskih jeklenk, rezervoarjev in cevovodov itd. Visoko natančne varilne naloge, ki se izvajajo s to tehniko, so našle svoje mesto v proizvodnji medicinske opreme, elektrotehnike in instrumentarstva.
Zaključek

Pri izbiri pravega načina povezovanja kovinskih polizdelkov strokovnjaki upoštevajo številne dejavnike. Plazma kot delovno okolje seveda ni v vseh pogledih optimalna rešitev, toda v nekaterih pogledih je ta možnost najboljša. Na primer, plazemsko varjenje je primerno v primerih, kjer je potrebna visoka natančnost tvorbe zvarov. Talina pri taki obdelavi je pridobljena tako zunaj kot estetika in precej gosta v strukturi, kar določa tesnost spoja. Plazma je primerna tudi v situacijah, kjer je potrebna poceni, a relativno hitra in vsestranska metoda varjenja.