Toplotna obdelava jekla. Vrste toplotne obdelave kovin
Toplotna obdelava jekla (MOT) je zelo pomembna končna operacija pri izdelavi delov in orodij. Daje jim potrebne mehanske lastnosti in zagotavlja normalno delovanje.

Zgodovina
Mojstri dolgo pred našim časom so uporabljali različne metode utrjevanja: potopljeni ogrevan kovinski trak v vinu, olju, v navadni ali slani vodi. Omenjena metoda je tudi omenjena: kovač je ogreval bodež, nato pa je vzel konja in hitro pohitil, da je izdelek ohladil v zraku.
V prvi polovici XIX. Stoletja. vrste toplotne obdelave so bile nepopolne: trda in krhka litega železa je bila postavljena v posodo z ledom, zliven s plastmi sladkorja. Po tem je bil rezervoar ogrevan 20 ur, in železo se je spremenilo v mehko in temprano železo.
Stare metode dopolnjujejo nove, izboljšane, na podlagi znanstvenih študij toplotne obdelave. Belgijski strokovnjaki so na primer razvili tehnologijo za gašenje orodij v vakuumu.

Opredelitev
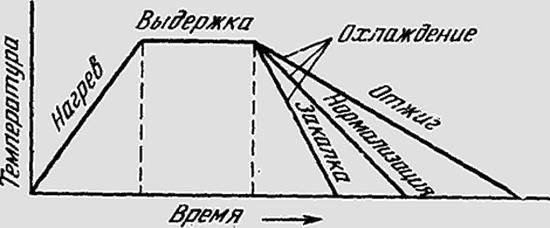
Toplotna obdelava kovin je niz strogo zaporednih postopkov segrevanja, zadrževanja in naknadnega hlajenja gredic ali končnih izdelkov v določenih načinih, da se spremeni njihova struktura in jim zagotovi potrebne mehanske, fizikalne, kemijske in druge lastnosti. Osnova toplotne obdelave so transformacije v notranji strukturi materialov med segrevanjem in naknadnim hlajenjem.
Vrste toplotne obdelave
Odločilni dejavniki, ki vplivajo na rezultate vzdrževanja, so hitrost in temperatura ogrevanja, čas izpostavljenosti segretemu stanju in hitrost hlajenja. Glede na temperaturne kazalnike in hitrost hlajenja izdelkov se razlikujejo naslednje stopnje toplotne obdelave:
- žarjenje;
- nadaljnja normalizacija;
- kaljenje in popuščanje jekla.
Žarjenje
Da bi zmanjšali togost in povečali viskoznost jekla, dosegli kemično in strukturno enotnost, razbremenili notranje napetosti, izvedli žarjenje. Postopek obsega segrevanje jeklenih izdelkov nad kritičnimi točkami (z izjemo rekristalizacijskega žarjenja) in s tem vzdrževanje temperature ogrevanja, ki ji sledi počasno hlajenje (večinoma s pečjo). Glede na namen se razlikujejo naslednji načini toplotne obdelave jekla:
- difuzno žarjenje;
- popolna in nepopolna;
- izotermičen;
- granulirani perlit;
- rekristalizacija.
Difuzno žarjenje
Imenuje se tudi homogenizacija. Uporablja se za velike jeklene ulitke, da se zmanjša kemijska heterogenost (segregacija). V prvi fazi se predelani material segreje na temperaturo 1050-1150 ° C. Po segrevanju inkubiramo približno 10-15 ur in nato počasi ohladimo. Izboljšane so lastnosti jekel.
Popolno žarjenje
Tehnologija se uporablja za oblikovanje drobnozrnate strukture jeklenih izdelkov, izdelanih z vročim žigosanjem, kovanjem, ulivanjem. Jekla po celotnem postopku žarjenja postanejo plastična, mehka, brez notranjih napetosti. Notranja (kristalinična) struktura postane homogena, drobnozrnata, sestavljena iz ferita in perlita. Jeklo je v celoti žarjeno in pripravljeno za obdelavo in naknadno kaljenje. Tako se obdelujejo pretežno hipoutektoidna jekla.
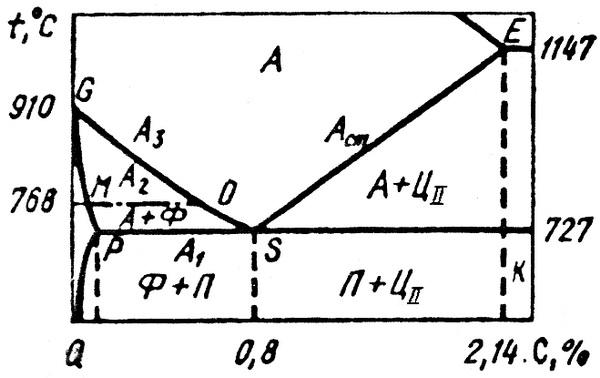
Toplotna obdelava jekla poteka po naslednjem tehničnem postopku: proizvodi (gredice) se segrejejo na temperaturo, ki presega 30-50 ° C, tako imenovano kritično zgornjo točko (v znanosti o materialih označeno kot Ac3), nato pa se počasi ohladi. Hlajenje na temperaturo 500-550 ° C poteka pri naslednji hitrosti:
- za ogljikova jekla - 150-200 ° C na uro;
- za legirano - 50-75 ° C na uro.
Nepopolno žarjenje
Ta tehnologija toplotne obdelave jekla se uporablja za hipoutektoidne in proeutektoidne kovine, da se zmanjša togost, razbremenijo notranje napetosti in dobijo homogeno strukturo. Postopek je podvržen odkovkom in odkovkom, ki se obdelujejo pri temperaturah, ki ne povzročajo znatne rasti zrn.
Tehnični postopek: jeklo se segreva pri temperaturi nad spodnjo kritično točko (v grafih je označena z Ac1) v temperaturnem območju 740-750 ° C, pri tej temperaturi se nekaj časa ohranja, nato se počasi ohladi.

Izotermno žarjenje
Uporablja se za izdelke iz legiranih jekel pri segrevanju na 20-30 ° C nad Ac3, izpostavljenost in hitro ohlajanje na temperaturo 630-700 ° C. Gredice (proizvodi) se starajo, dokler se austenit ne razgradi in nato ohladi pri pozitivni temperaturi. Po izotermnem žarjenju imajo jekla podobne lastnosti kot kovine, ki so izpostavljene popolnemu žarjenju. Toplotna obdelava kovin po tem tehničnem postopku ima pomembno prednost - zmanjšanje časa obdelave.
Žarjenje za zrnat perlit
Široko se uporablja pred obdelavo eutektoidnih in proeutektoidnih legiranih in ogljikovih jekel. Material se segreje na 25-30 ° C nad QD in vzdržuje določen čas. Na temperaturo 600 ° C se gredica zelo počasi ohladi (30 ° C na uro) skupaj s pečjo in nato ohladi naravno. Posledično karbidi pridobijo zrnato (zaokroženo) obliko in trdota se zmanjša, kar daje prednost postopku rezanja kovine.
Prekristalizacija Žarjenje
Drugo ime je nizko žarjenje. Postopek prispeva k odstranjevanju notranjih napetosti in utrjevanja v izdelkih iz hladnega valjanja, hladnega oblikovanja, risanja in kalibracije (listi, palice, cevi, žice). Istočasno se material segreje na temperaturo rekristalizacije pri 50-100 ° C pod točko Ac1 (630-680 ° C), nato ohladi in se naravno ohladi (v zraku). Po rekristalizacijskem žarjenju se oblikuje homogena struktura z majhno trdoto.

Normalizacija
Postopek vključuje segrevanje kovin nad vrednostmi Ac3 za 30-50 ° C, vzdrževanje v temperaturnem koridorju in naknadno hlajenje v zraku. Toplotna obdelava jekla po metodi normalizacije je idealna za oblikovanje finozrnate strukture, povečanje trdnosti in žilavosti, kot tudi za zmanjšanje togosti pred rezanjem in izravnavo strukture pred naknadno toplotno obdelavo.
Struktura normaliziranega jekla postane feritno-perlitna (nizkoogljično jeklo) in podobna sorbitolu v prisotnosti strukturnega ferita (srednje ogljikovega in nizko legiranega jekla). Trdota perlita je odvisna od tega, ali ima tanko ali grobo strukturo. Med normalizacijo, ko je hlajenje hitrejše, ima perlit tanjšo strukturo kot med žarjenjem in večjo trdoto. Zato je normalizirano jeklo težje kot žarjeno (150-300 HB). Normalizacija vroče valjanih jekel v nasprotju z žarjenjem povečuje odpornost izdelkov na krhki lom in zagotavlja visoko zmogljivost pri strojni obdelavi.

Jeklene počitnice
Uporablja se za gladkost notranjih napetosti. kristalne rešetke in zmanjša togost kovin, kot tudi povečati žilavost utrjeni izdelki. Dodeli:
- visoka;
- medij;
- nizke počitnice.
Visoka temperatura se izvaja pri temperaturi 500-650 ° C z gladkim hlajenjem. S to jeklo pridobi strukturo sorbitola, ki zagotavlja odpravo notranjih napetosti. Strukturna, ogljikova in legirana jekla, iz katerih so izdelane gredi, zobniki in drugi, so izpostavljeni temu tipu kaljenja. Značilnosti jekel imajo večjo trdnost, duktilnost in žilavost z njihovo zadostno trdoto.
Povprečno temperiranje se izvaja pri temperaturi 350-450 ° C, ohranja se določen čas in ohlaja. S tem popuščanjem se martenzit spremeni v troostit, trdota jekla se zmanjša na približno 400 HB, viskoznost pa se znatno poveča. Nanesite (po kaljenju) na obdelavo vzmeti, vzmeti, matric in drugih izdelkov, ki delujejo pri zmernih udarnih obremenitvah.
Nizko kaljenje se izvaja v temperaturnem območju 150-250 ° C, vzdržuje in ohlaja. V tem primeru nastane struktura sproščenega martenzita. Zato se notranje napetosti v izdelku zmanjšajo, viskoznost se nekoliko poveča in žareča krhkost izgine, trdota pa se praktično ne spremeni. Nanesite tudi na rezanje merilna orodja ki morajo biti trde in ne krhke, imeti morajo visoko odpornost proti obrabi, tudi pri cementiranih izdelkih.
Zaključek
Toplotna obdelava jekla je sestavni del proizvodnje večine kovinskih izdelkov. Zaradi širokega spektra tehničnih procesov je možno pridobiti materiale z zahtevanimi lastnostmi.