Plastika za tlačno litje. Oprema za brizganje plastike
Vklop svetovnem trgu gospodinjskih in industrijskih plastičnih izdelkov obstaja stabilen trend aktivnega razvoja. To dejstvo potrjujejo statistični podatki, ki so jih v zadnjih desetletjih predložila vodilna podjetja. 
Vodilni v industriji
Danes je na svetu okoli sto velikih podjetij, ki proizvajajo opremo za brizganje plastike pod pritiskom, surovin in končnih izdelkov. Geografija njihove namestitve je zelo obsežna, tudi če se njihovo število zmanjša, upoštevajoč nastanek odvisnih družb procesi združevanja in absorpcije.
Danes je v svetu več stabilno oblikovanih podjetij - vodilnih na trgu. Prvič, predstavljajo azijski del planeta. Vodilna podjetja, ki proizvajajo opremo za brizganje plastike pod pritiskom in končne izdelke, kot tudi za dobavo surovin, se nahajajo na Kitajskem, Tajvanu, Južni Koreji, Singapurju in na Japonskem. Njihov skupni delež v celotnem obsegu proizvodnje je v razponu od 35 do 45%. Vodilni v industriji so v evropski regiji. Največja podjetja so na Poljskem, v Latviji, na Češkem, v Italiji, na Portugalskem in v Nemčiji. Ti obsegajo približno 25-30% obsega proizvodnje. Rusija se lahko glede na geografsko lokacijo posebej opazi. Država ima več vodilnih podjetij v tej industriji.
Ad
Električna oprema za brizganje: prednosti in slabosti
Današnji stroji imajo številne značilnosti, ki podjetjem omogočajo bistveno razširitev obsega proizvodnje in palete izdelkov. Plastično ulivanje se izvaja s stroji za brizganje (TPA). Opremljanje strojev z električnim pogonom ima več prednosti pred hidravliko. Zlasti:
- Zmanjšana poraba energije. Prihranki v primerjavi s hidravličnimi stroji za brizganje so približno 60%.
- Možnost namestitve in upravljanja strojev v prostorih za proizvodnjo sterilnih izdelkov (npr. Medicinskih pripomočkov). Hidravlični stroji za brizganje niso primerni za takšne namene zaradi prisotnosti posebnega mazalnega sistema.

- Enostavno upravljanje in upravljanje. Ta prednost manj funkcionalnih enot.
- Električni stroji za brizganje z visoko natančnostjo. To je še posebej pomembno pri izdelavi majhnih predmetov za medicinsko, optično ali urno industrijo.
- Skrajšani interval injiciranja To lahko znatno poveča produktivnost.
Med slabostmi agregatov, s pomočjo katerih se izvaja brizganje, lahko izločimo njihovo višjo ceno. Vendar pa je uskladitev cen dosežena z zagonom masovne proizvodnje strojev.
Sedanji trendi izboljševanja zmogljivosti
Da bi povečali produktivnost in stopnjo izkoriščenosti strojev, na katerih se izvaja brizganje izdelkov iz različnih materialov, se čas cikla zmanjša. Poleg tega se številne spremembe uvajajo neposredno v sam proces. Zlasti izboljšujejo rezultate množičnega injiciranja in plastifikacije. Takšne izboljšave so zlasti pomembne v številnih panogah. Na primer pri izdelavi predoblik PET, ki zahtevajo najkrajši možni cikel. Večji proizvajalci aktivno razvijajo uvajanje kompleksnih tehnologij danes. V zadnjem času je prišlo do postopne preusmeritve v sprostitev osnovnih naprav modularnega tipa. V svoji zasnovi so postavili priložnost za izboljšave.
Ad
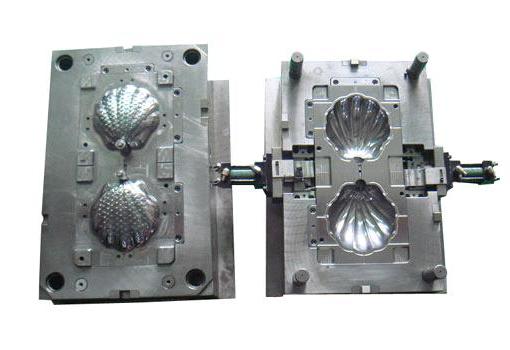
Kalupi za brizganje
Ti elementi vedno zaslužijo posebno pozornost. Dejstvo je, da stroški plesni pogosto dosežejo ceno samega stroja. V zvezi s tem je krepitev zaščite teh elementov ena od glavnih nalog podjetij. Visoko zmogljive hibridne in električne enote, pri katerih se oblikovanje plastičnih izdelkov izvaja pod pritiskom, so opremljene z aktivnimi sistemi z ultrazvočnim in piezoelektričnimi senzorji. Takšna zaščita zmanjšuje odzivni čas stroja in omogoča izjemno natančno kontrolo stanja delov. 
Zunanja kakovost izdelka
Da bi povečali privlačnost končnega izdelka, se tehnologija, ki se uporablja za brizganje plastike, nenehno izboljšuje. V proizvodnjo se občasno uvedejo nove metode. Danes je, na primer, tovarniška dekoracija, kot tudi večkomponentno brizganje plastike pod pritiskom, postala zelo razširjena. Posebna pozornost je namenjena materialom za proizvodnjo, zlasti neobičajnim na ozemlju Ruske federacije. Sem spadajo npr. Termoplastični elastomeri, ki se uporabljajo v avtomobilski industriji, silikoni, duropleti. Zaradi uporabe različnih tehnologij se brizganje izvaja z minimalno porabo materiala in časa. Poleg tega lahko inovativne metode znatno zmanjšajo težo končnega izdelka.
Ad
Ekološka varnost in kakovost
Te postavke veljajo tako za končne izdelke kot tudi za stroje, ki se uporabljajo za ulivanje plastičnih izdelkov pod pritiskom. Prisotnost certifikata kakovosti ISO 9001 je za proizvajalce v procesu iskanja velikih in resnih kupcev še posebej pomembna. Poleg tega je pomemben tudi okoljski standard ISO 14001. V odsotnosti teh certifikatov se kupci, ki računajo na dolgoročno sodelovanje, ne bodo ukvarjali s proizvajalcem. 
Surovina
Plastično brizganje je najpogostejša proizvodna metoda. Bistvo te metode je vbrizgavanje staljenega materiala v obdelovanec z naknadnim hlajenjem. Kot surovine se uporabljajo granulirane termoplasti. Izdelke, izdelane iz njih, je mogoče naknadno reciklirati. Poleg tega je običajen material tudi duroplastičen prašek. Med predelavo se pojavijo nepovratne reakcije, ki vodijo v tvorbo nepljivih izdelkov. Njena nadaljnja obdelava je nemogoča.
Ad
Tehnologija
Oblikovanje plastike pod tlakom se izvaja z dovajanjem materiala preko posebnih kanalov. Po polnjenju slepih stekel se pojavi hladilna kristalizacija. Proizvodnjo lahko razdelimo v več faz:
- Oblikovanje in izdelava obrazcev.
- Priprava in razvoj sestave surovin, mešanje materiala z barvili in dodatki. V tej fazi se upoštevajo zahteve za končne izdelke.
- Izbira načina predelave surovin.
- Neposredno brizgano brizganje.
Posebnosti delovanja
Tlačno litje je treba izvajati strogo v skladu z izbrano tehnologijo. Hkrati pa je posebnega pomena natančno upoštevanje časovnih in temperaturnih režimov. To zlasti zadeva končno fazo proizvodnje - kristalizacijo. Tlačno litje se izvaja z različnim številom slepih. Njihovo število bo odvisno od proizvodnega načrta podjetja, pa tudi od palete izdelkov. Po dobavi surovin odstranitev končnega izdelka izvede sistem za izmet. Nadzor temperature je običajno voda. Napaja se v hladilne kanale.
Struktura presledkov
Kalupi za tlačno litje so naprava za izdelavo objektov različnih konfiguracij in kompleksnosti. V tipičnem obdelovancu je matrica (fiksni element) in prebijalec (premični del). Ravnine teh delov delujejo kot negativni odtis zunanje površine izdelka. Proizvajalci pogosto uporabljajo kosovnice. Istočasno proizvajajo več delov. Podjetje, ki profesionalno izvaja tlačno litje, mora imeti več presledkov za različne dele. Imeti morajo različne konfiguracije in oblike. Opozoriti je treba, da je sam proces izdelave plesni precej zapleten in vedno individualen. 
Specifikacije procesa
Livanje pod tlakom, kot je navedeno zgoraj, se izvaja v skladu s temperaturnim režimom. Predvsem pri predelavi surovin je gredica termostatska ali ogrevana. V prvem primeru se postopek izvede, če je material termoplast. Temperatura gredice v tem primeru ne sme biti višja od kristalizacije ali vitrifikacije. Če se uporablja termoset, se oblika segreje. Njena temperatura mora biti enaka ravni, pri kateri pride do zavrnitve. Tlak med ulivanjem je odvisen od oblike kalupa, viskoznosti staljene surovine, velikosti končnih delov in sistema vrat. V procesu polnjenja votlin se postopoma dviguje. Tlak do 500 MPA zagotavlja zmanjšanje preostale napetosti v surovini, povečanje stopnje orientacije kristalizacijskih elementov (polimerov). To prispeva ne samo k povečanju trdnosti materiala, temveč tudi bolj natančni reprodukciji dimenzij delov. Tlak je neenakomerno razporejen po dolžini votline. To je posledica visoke viskoznosti taline in njenega relativno hitrega povečanja v procesu hlajenja.
Ad
Materialna predkompresija
Uporablja se za izenačenje tlaka med ulivanjem. Prekompresija se izvede na napravi, katere blok šob je opremljen z žerjavom. Zapre se in pripravi surovina. Stiskanje taline poteka v jeklenki materiala do tlaka litja. Nato se ventil odpre in surovina se vnese v votline. Talina pri dovolj visoki hitrosti zapolni oblike, ki se dodatno segrejejo pod vplivom torne sile. V nekaterih primerih lahko pride do mehanskega uničenja materiala. Da bi se to preprečilo, je hitrost podajanja taline omejena. Zaradi predhodnega stiskanja se čas polnjenja votlin zmanjša za 1,5-2 krat. Poleg tega se pot prehoda materiala poveča, dokler ne zmrzne. To pa vam omogoča, da oddajate dolge in tanke stene. 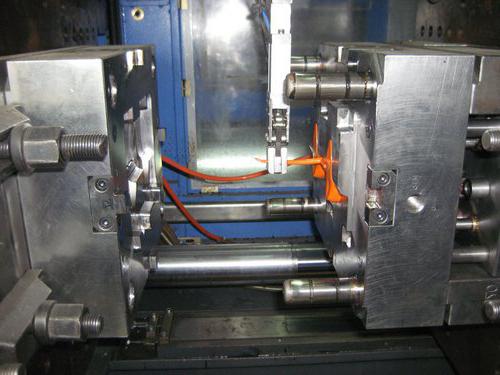
Proizvodnja kovinskih izdelkov
Ta proizvodnja se razlikuje od zgoraj opisanih tehničnih lastnosti strojev, sestave materiala, uporabljenih tehnologij. Tako se litje aluminija pod pritiskom izvaja na batnih strojih. Te enote so opremljene z ekstruzijskimi komorami, ki so lahko hladne ali vroče. V slednjem primeru se element nahaja v lončku s kovinsko zlitino. Hladilna komora je ločena od materiala in je nameščena navpično ali vodoravno. Aluminijsko litje se izvaja na popolnoma avtomatiziranih strojih. Stroji so opremljeni s programsko opremo. Samodejno se izvede delo pri prilagajanju naporov za zapiranje ulitkov in hitrosti stiskanja. V primeru okvare imajo stroji tudi sistem zaklepanja.